Báo cáo đề xuất cấp GPMT nhà máy sản xuất hàng nhôm sắt cao cấp
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường dự án nhà máy sản xuất hàng nhôm sắt cao cấp, công suất 6.000 tấn sản phẩm/năm
Ngày đăng: 12-12-2024
646 lượt xem
MỤC LỤC
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT.............................. 3
DANH MỤC HÌNH.................................................................................... 6
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ............................................... 7
3. Công suất, công nghệ, sản phẩm của dự án đầu tư........................................... 10
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư:... 19
5. Các thông tin khác liên quan đến dự án đầu tư...................................... 24
SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH,................. 26
KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG.......................................26
1. Sự phù hợp của cơ sở với quy hoạch BVMT quốc gia, quy hoạch tính, phân vùng môi trường.... 26
2. Sự phù hợp của cơ sở đối với khả năng chịu tải của môi trường............ 26
ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ....28
1. Dữ liệu về hiện trạng môi trường và tài nguyên sinh vật:....................... 28
2. Mô tả về môi trường tiếp nhận nước thải của dự án:...................................... 31
3. Đánh giá hiện trạng các thành phần môi trường nơi thực hiện dự án............. 34
ĐÁNH GIÁ, DỰ BÁO TÁC ĐỘNG MÔI TRƯỜNG CỦA DỰ ÁN ĐẦU TƯ VÀ ĐỀ XUẤT CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG.. 36
1. Đánh giá tác động và đề xuất các công trình, biện pháp bảo vệ môi trường trong giai đoạn triển khai xây dựng dự án đầu tư.... 36
1.2. Các công trình, biện pháp thu gom, lưu giữ, xử lý chất thải và biện pháp giảm thiểu tác động..... 49
2. Đánh giá tác động và đề xuất các biện pháp, công trình bảo vệ môi trường trong giai đoạn dự án đi vào vận hành..... 54
2.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện..................... 70
3. Tổ chức thực hiện các công trình, biện pháp bảo vệ môi trường........................ 84
4. Nhận xét về mức độ chi tiết, độ tin cậy của các kết quả đánh giá, dự báo:....... 85
PHƯƠNG ÁN CẢI TẠO, PHỤC HỒI MÔI TRƯỜNG,............................... 86
PHƯƠNG ÁN BỒI HOÀN ĐA DẠNG SINH HỌC........................................ 86
NỘI DUNG ĐỀ NGHỊ CẤP, CẤP LẠI GIẤY PHÉP MÔI TRƯỜNG............. 87
II. Nội dung đề nghị cấp phép đối với khí thải.................................................... 87
III. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung.............................. 88
KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN.... 89
1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án đầu tư...... 89
2. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của pháp luật.. 90
3. Kinh phí thực hiện quan trắc môi trường hằng năm............ 90
Chương VIII............................................................ 91
CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ................. 91
Chương I
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1. Tên chủ dự án đầu tư:
Tên Công ty: Công ty TNHH MTV Gỗ .....
Địa chỉ văn phòng: CCN Cát Nhơn, thôn Liên Trì, xã Cát Nhơn, huyện Phù Cát, tỉnh Bình Định
Người đại diện theo pháp luật của chủ cơ sở: Ông ...., Chức vụ: Giám đốc
Điện thoại liên hệ: .........Fax: ..........
Giấy chứng nhận đăng ký đầu tư số ......... chứng nhận lần đầu ngày 8/10/2024 do Sở Kế hoạch và đầu tư tỉnh Bình Định cấp.
Giấy đăng ký kinh doanh: ........ do Sở Kế hoạch và Đầu tư tỉnh Bình Định đăng ký lần đầu ngày 17/8/2020 và đăng ký thay đổi lần thứ 5 ngày 15/3/2023 của Công ty TNHH MTV Gỗ.
2.Tên dự án đầu tư:
Nhà máy sản xuất hàng nhôm sắt cao cấp
(gọi tắt là Dự án)
- Địa điểm thực hiện dự án đầu tư: Cụm CN Cát Nhơn, thôn Liên trì, xã Cát Nhơn, huyện Phù Cát, tỉnh Bình Định, Việt Nam.
Hiện trạng quản lý, sử dụng đất của dự án: Khu đất dự án thuộc đất quy hoạch của CCN Cát Nhơn. Trước kia là đất thuộc quyền sử dụng của Công ty CP gỗ và Công ty TNHH MTV Gỗ trúng đấu giá theo Hợp đồng số 04/2021 ngày 22/02/2021 và Công ty đã tiến hành các thủ tục thuê đất với BQL CCN Cát Nhơn. Công ty đã có Hợp đồng thuê lại Quyền sử dụng đất gắn liền với kết cấu hạ tầng CCN Cát Nhơn theo HĐ số 01/ HĐTĐ-XNHT. Tổng diện tích: 23.906,5m2. Ranh giới khu đất được xác định cụ thể như sau:

Hình 1. 1. Vị trí thực hiện dự án
Hiện trạng các đối tượng tự nhiên - kinh tế xã hội xung quanh dự án:
Các đối tượng tự nhiên, kinh tế - xã hội tại khu vực có khả năng bị tác động bởi dự án được miêu tả cụ thể như sau:
+ Giao thông: CCN Cát Nhơn nằm ngay trên tuyến quốc lộ 19B, đây là một trong những trục giao thông huyết mạch của tỉnh. Dự án nằm ngay đường nội bộ DS1 của CCN, cách quốc lộ 19B khoảng 500m về phía Nam.
+ Sông suối: Cách dự án 2,5km về phía Nam có sông Đại An, đây là một nhánh của sông Côn chảy qua địa bàn huyện Phù Cát và thông ra đầm Thị Nại. Ngoài ra cách dự án khoảng 1,5 km về phía Tây Bắc còn có hồ Hố Dậu.
+ Đồi núi: cách dự án khoảng 1km về phía Bắc là núi Bà.
+ Hệ thực vật: Dự án nằm trên khu đất trống, thực vật chủ yếu là cỏ mọc tự nhiên. Phía Tây dự án có diện tích đất lúa canh tác của các hộ dân tại khu vực.
+ Khu dân cư: Dân cư sống rải rác dọc tuyến quốc lộ 19B, cách dự án khoảng 300m về phía Tây Nam là các nhà dân thuộc xóm Liên Trì Tây, thôn Liên Trì, xã Cát Nhơn.
+ Cách dự án khoảng 1,2km về phía Bắc là nhà máy xử lý rác thải nguy hại của Công ty TNHH TM&MT Hậu Sanh.
+ Ngoài ra trong vòng bán kính 1km không có các công trình khảo cổ, khu di tích lịch sử, khu bảo tồn, danh lam thắng cảnh….
-Hiện trạng của CCN Cát Nhơn:
CCN Cát Nhơn có diện tích khoảng: 590.573 m2., tỷ lệ lấp đầy khoảng 100%, các ngành nghề thu hút vào CCN bao gồm: Dịch vụ kinh doanh kho bãi; Chế biến lâm sản; Cơ khí, vật liệu xây dựng và các ngành công nghiệp nhẹ khác. Số lượng nhà máy đã đầu tư xây dựng tại CCN bao gồm: 10 Doanh nghiệp thứ cấp (3 DN chế biến gỗ, 2 DN chế biến khoáng sản, 1 DN chế biến bao bì, 2 DN chế Đá Granit, 1 DN chế biến hàng Winke, 1DN chế biến nhang).
+ Hạ tầng cơ sở của cụm Công nghiệp đã hoàn thiện cụ thể: Các tuyển đường nội bộ trong cụm Công nghiệp đã được trải nhựa, hệ thống thoát nước mưa, nước thải đã xây dựng.
+ CCN Cát Nhơn đã xây dựng hoàn thiện hệ thống xử lý nước thải tập trung với công suất 200m3/ngày đêm,
+ Nguồn nước được cấp cho CCN Cát Nhơn hiện nay từ dự án của Trung tâm nước sạch và vệ sinh môi trường nông thôn Bình Định.
Cơ quan thẩm định giấy phép có liên quan đến môi trường của dự án đầu tư: Sở Tài nguyên và môi trường tỉnh Bình Định.
Quy mô của dự án đầu tư (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): Dự án thuộc nhóm B.
Vốn đầu tư: 115.855.831.963 đồng (Bằng chữ: Một trăm mười lăm tỷ, tám trăm năm mươi lăm triệu, tám trăm ba mươi mốt nghìn, chín trăm sáu mươi ba đồng).
3. Công suất, công nghệ, sản phẩm của dự án đầu tư:
3.1 Công suất, sản phẩm hoạt động của dự án
Công suất: 6.000 tấn sản phẩm/năm, tương đương 250.000 sản phẩm/năm, khoảng 90 container/tháng.
Sản phẩm chủ yếu là:
- Hàng nhôm trần, kết hợp gỗ, vải cao cấp: 1.800 tấn sản phẩm/năm. (92.000 sản phẩm/năm).
- Hàng sắt trần, kết hợp gỗ, vải cao cấp: 1.800 tấn sản phẩm/năm. (32.000 sản phẩm/năm).
- Các sản phẩm nhôm, sắt kết hợp với đan mây nhựa, dây tổng hợp cao cấp: 2.400 tấn sản phẩm/năm. (126.000 sản phẩm/năm).
3.2.Quy trình công nghệ
Quy trình sản xuất và hoàn thiện sản phẩm tại nhà máy:
Bước 1: Chuẩn bị các khung nhôm (Sản xuất tại nhà máy từ nguyên liệu phôi nhôm- Quy trình chi tiết thể bên dưới), khung sắt (Sắt nguyên liệu nhập) → Bộ phận Lắp ráp (hàn đối với kim loại - Quy trình chi tiết thể bên dưới) sẽ hoàn hiện các chi tiết định hình, khung theo thiết kế, phun sơn theo yêu cầu của khách hàng.
Bước 2: Thực hiện lắp ráp các chi tiết gỗ, vải (nhập thành phẩm từ bên ngoài), đan mây nhựa (sản xuất tại nhà máy- Quy trình chi tiết thể bên dưới) vào khung kim loại.
Bước 3: Sản phẩm được chuyển qua công đoạn KCS kiểm tra và đóng gói xuất hàng.
*) Quy trình sản xuất khung nhôm:
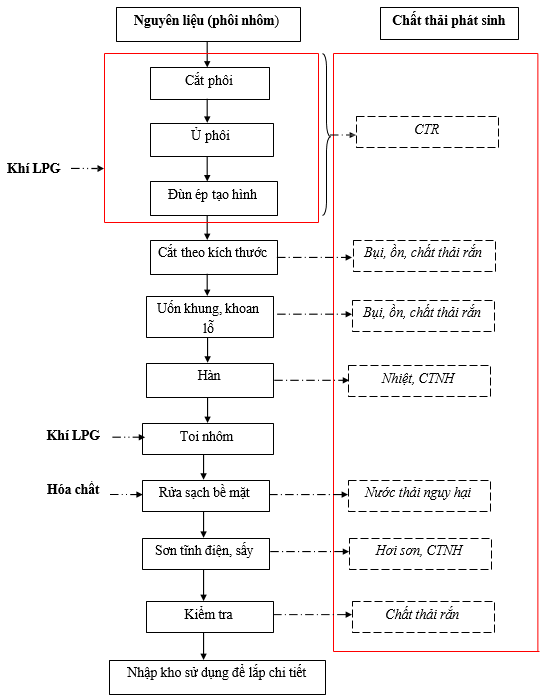
Thuyết minh quy trình:
Nhôm nguyên liệu: Phôi nhôm được công ty nhập về (dạng trụ tròn dài) sau khi được nhập về được lưu vào kho.
Phôi nhôm được đưa qua modun máy gồm các công đoạn:
+ Cắt phôi: Nhôm nguyện liệu được đưa vào máy cắt theo kích thước phùhợp với độ dài sản phẩm, quá trình cắt thực hiện hoàn toàn tự động.
+ Ủ phôi: Phôi nhôm trước khi đùn nhôm sẽ được ủ ở nhiệt độ 400-5000C,trong khoảng 3h để làm mềm phôi. Để duy trì ổn định nhiệt trong quá trình này, thiết bị cấp khí LPG được thiết lập tự động, khi nhiệt độ vượt quá giới hạn sẽ ngưng cấp khí và khí oxy, khi nhiệt độ hạ thấp sẽ tiến hành cấp khí nhằm duy trì quá trình cháy và cấp nhiệt cho lò ủ.
+ Đùn ép tạo hình: Sau khi phôi qua lò ủ, nhôm được đưa vào máy đùn để ép tạo hình cơ bản dựa trên khuôn có sẵn. Các bán thành phẩm được đưa ra ngoài bằng hệ thống băng chuyền tự động để đưa đến máy cắt (gia công cơ khí). Quá trình đùn nhôm sử dụng khí LPG để gia nhiệt khuôn, do đó sẽ phát sinh khí thải (nhiệt thừa). Nhiệt độ đùn ép từ 420 – 440oC.
Cắt, uốn khung, khoan lỗ, hàn, toi nhôm: Thanh nhôm định hình sau khi đùn ép sẽ được cắt, uốn khung, khoan lỗ, hàn theo yêu cầu của khách hàng và đưa vào lò toi nhom nhằm tăng độ cứng của thanh nhôm.
Rửa sạch bề mặt và sơn tĩnh điện: Thanh nhôm sẽ được rửa sạch để phục vụ cho quá trình sơn tĩnh điện. Đây là công đoạn cuối cùng để hoàn thiện sản phẩm nhằm mục đích tăng tuổi thọ của sản phẩm trong quá trình sử dụng ngoài trời và tạo độ thẩm mỹ cho sản phẩm theo yêu cầu của khách hàng.
Hoàn thiện sản phẩm: Thanh nhôm sau khi sơn tĩnh điện sẽ được kiểm tra trước khi nhập kho phục vụ lăp ráp các chi tiết tại nhà máy.
*) Gia công cơ khí khung sắt:
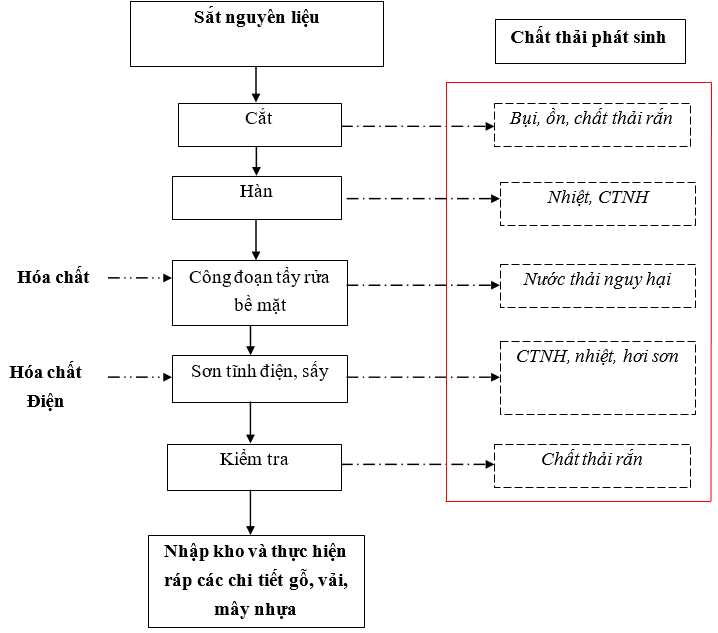
Thuyết minh quy trình:
Nguyên liệu: sắt được nhập mới đã định hình vuông hộp, tròn dạng (không sử dụng nguyên liệu tái chế), thanh nhôm (sản xuất tại nhà máy) được tập trung vào kho, hàng ngày đưa vào gia công theo từng công đoạn sau:
Cắt: Kim loại đã định hình vuông hộp, tròn dạng cây rồi cắt rời rạc theo các quy cách phôi đã xác định theo kết cấu sản phẩm đơn đặt hàng.
Công đoạn hàn: Là công đoạn được thực hiện để đảm bảo các thành phần của cấu kiện kết dính với nhau như một khối thống nhất thông qua việc sử dụng phương pháp hàn hồ quang điện với nhiệt độ hơn 12000C, hai mép của thanh kim loại định hình được nấu chảy và dính liền với nhau như được đúc ra từ khuôn tạo thành các thanh kim loại có hình dạng, kích thước theo nhu cầu của khách hàng.
Công đoạn rửa tẩy: các sản phẩm kim loại sau khi được hàn và gia công phụ sẽ cho vào chuyền xịt rửa tẩy dầu. Nhằm mục đích tẩy sạch các chất bẩn bám trên bề mặt thanh kim loại, sau đó cho vào bể rửa bằng nước sạch nhằm mục đích rửa sạch hóa chất và chất bẩn còn dính trên bề mặt kim loại.
Phun sơn tĩnh điện và sấy: sản phẩm gia công cơ khí sau khi được làm sạch bề mặt được đưa qua công đoạn sơn tĩnh điện. Các khung kim loại theo hệ thống xích treo đưa vào buồng sấy. Đây là công đoạn cuối cùng để hoàn thiện sản phẩm nhằm mục đích tăng tuổi thọ của sản phẩm trong quá trình sử dụng ngoài trời và tạo độ thẩm mỹ cho sản phẩm theo yêu cầu của khách hàng.
Các sản phẩm sau khi được hoàn tất sẽ được kiểm tra chất lượng, đóng gói, nhập kho và thực hiện ráp các chi tiết gỗ, vải, mây nhựa.
*) Chi tiết quy trình tẩy rửa bề mặt:

Hình 1.2. Sơ đồ quy trình rửa tẩy kim loại
Thuyết minh quy trình:
Khung kim loại sau khi được gia công cắt, hàn sẽ được treo lê hệ thống xích treo tại khu vực xịt rửa tẩy. Trình tự như sau:
+ Công đoạn rửa dầu: sau quá trình sản xuất, các thanh kim loại thường bảo vệ bởi một lớp dầu mỡ nhằm tránh han rỉ trong quá trình vận chuyển cũng như lưu kho.
+ Công đoạn rửa nước: sử dụng nước để làm sạch bề mặt kim loại sau khi tẩy rửa dầu.
+ Công đoạn phun rửa Nano: là một phương pháp gia công bề mặt kim loại được áp dụng rộng rãi trong công nghiệp để xử lý bề mặt kim loại, lớp oxyt vô định hình được tạo ra ngoài tính năng chống gỉ rất tốt đồng thời là lớp nền tuyệt vời cho sơn.
+ Công đoạn rửa nước: sử dụng nước để rửa trôi hết lượng hoá chất dư trên bề mặt kim loại trước khi sấy khô để vào hệ sơn tĩnh điện.
*) Quy trình phun sơn tĩnh điện:
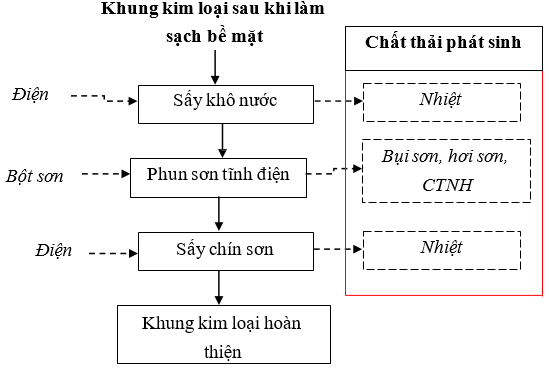
Hình 1.3. Quy trình phun sơn tĩnh điện
Thuyết minh quy trình:
Sau khi nguyên liệu được gia công cơ khí và xử lý bề mặt sẽ được đưa theo hệ thống xích treo đưa vào buồng sấy khô nước bằng hệ thống bếp sấy ở nhiệt độ 1200C để sấy khô nước rửa trước khi vào buồng phun sơn tĩnh điện. Tại buồng sơn sử dụng các máy phun sơn hiệu ứng tĩnh. Trong quá trình phun sơn có bộ điều khiển trên súng, có thể điều chỉnh lượng bột phun ra hoặc điều chỉnh chế độ phun sơn theo hình dáng vật được sơn.
Buồng phun sơn tĩnh điện có cấu tạo gồm hệ thống vách ngăn tạo thành phòng kín (phòng sơn), bên trong có đầu tư đồng bộ hệ thống thu hồi, xử lý bụi sơn. Khi công nhân phun bột sơn từ súng phun sơn lên các khung kim loại, các hạt sơn không bám lên bề mặt kim loại (phân tán trong không gian phòng sơn) sẽ được quạt ly tâm hút hết vào hệ thống xử lý bụi sơn. Khung kim loại bán thành phẩm sau khi sơn được đưa vào buồng sấy chín.
Sau khi sản phẩm ra khỏi dây chuyền sơn được đưa vào sấy chín sấy bằng hệ thống xích treo và sấy ở nhiệt độ từ 180oC trong khoảng thời gian 25-30 phút. Công đoạn sấy chín sẽ giúp sơn tĩnh điện bám chắc vào bề mặt kim loại.
*) Quy trình sản xuất dây mây nhựa:
Trong quy trình hoàn thiện các sản phẩm, dây nhựa để đan vào các khung kim loại được sản xuất tại nhà máy, quy trình sản xuất dây nhựa như sau:
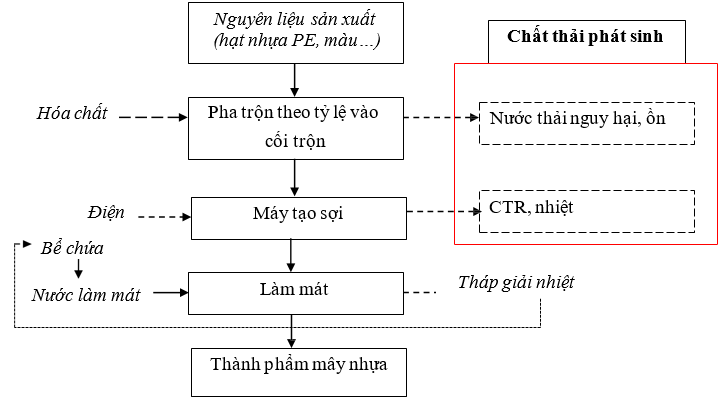
Hình 1. 4. Quy trình sản xuất dây nhựa
Thuyết minh:
Nguyên liệu chính để sản xuất dây nhựa là hạt nhựa PE và màu. Tùy từng loại dây nhựa theo yêu cầu mà tỷ lệ phối trộn khác nhau. Nguyên liệu sau khi phối trộn sẽ được đưa vào cối trộn, sau đó được làm nóng chảy nhờ các thanh gia nhiệt ở nhiệt độ thích hợp và chuyển sang thể lỏng, các thanh gia nhiệt này nóng lên nhờ nhiên liệu điện. Khi đã đủ thời gian sẽ lắp khuôn đưa qua máy tạo sợi, chỉnh nhiệt độ nước mát, nóng để kéo sợi qua máng nước, chỉnh kích thước dây để chạy qua máy cán dây, điều chỉnh tốc độ quấn và lực căng dây qua máy cán dây và cắt ra cuộn thành phẩm. Sau thời gian để hong khô tự nhiên sẽ thành sản phẩm dây nhựa hoàn thiện sẽ đưa qua nhập kho sử dụng cho mục đích sản xuất.
*) Quy trình hoàn thiện sản phẩm:
Quy trình hoàn thiện sản phẩm nội thất ngoài trời:
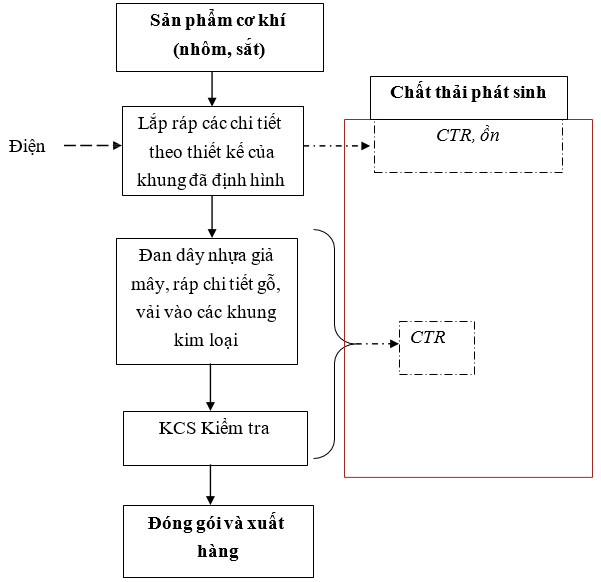
Thuyết minh quy trình:
Sản phẩm cơ khí sau khi hoàn thiện sẽ chuyển qua đan dây nhựa giả mây, ráp chi tiết gỗ, vải vào các khung kim loại, tạo thành các sản phẩm theo đơn đặt hàng. Dây nhựa sẽ được đo, cắt thành từng đoạn theo kích thước của từng sản phẩm. Sản phẩm hoàn thiện được bộ phận KCS kiểm tra đạt chất lượng trước khi đóng gói, nhập kho thành phẩm chờ xuất xưởng.
3.3. Quy mô xây dựng của dự án
Tổng diện tích Dự án: 23.906,5m2
Bảng 1. 2: Bảng cơ cấu cân bằng hiện trạng sử dụng đất
|
Stt |
Hạng mục sử dụng đất |
Diện tích (m2) |
Số tầng |
Tổng diện tích sàn (m2) |
Tỷ lệ (%) |
|
I |
Đất xây dựng công trình |
12.287,47 |
|
12.287,47 |
51,40 |
|
II |
Đất trồng cây xanh, thảm cỏ |
237,70 |
- |
- |
0,99 |
|
III |
Đất sân đường giao thông nội bộ |
11.381,33 |
- |
- |
47,61 |
|
|
Tổng cộng |
23.906,50 |
- |
- |
100,00 |
Bảng 1. 3. Các hạng mục công trình xây dựng của Dự án
|
STT |
Hạng mục sử dụng đất |
Diện tính ( m2) |
Số tầng |
Tổng diện tích sàn ( m2 ) |
Tỷ lệ ( % ) |
Ghi chú |
|
I |
Đất xây dựng công trình |
15.372,2 |
|
|
64,3 |
|
|
1 |
Nhà văn phòng |
491,75 |
1 |
491,75 |
2,06 |
Cải tạo |
|
|
Nhà Văn phòng hiện trạng |
473,35 |
1 |
473,35 |
|
|
|
Nhà Văn phòng mở rộng |
18,40 |
1 |
18,400 |
|
||
|
2 |
Nhà ăn ca |
153,60 |
1 |
153,60 |
0,64 |
Cải tạo |
|
3 |
Nhà bảo vệ |
19,95 |
1 |
19,95 |
0,08 |
Cải tạo |
|
4 |
Nhà xe |
36,00 |
1 |
36,00 |
0,15 |
Xây mới |
|
5 |
Nhà xưởng sản xuất số 1 |
6.251.00 |
1 |
6.251.00 |
26,15 |
Cải tạo |
|
6 |
Nhà xưởng sản xuất số 2 |
8.024.00 |
2 |
16.048.00 |
33,56 |
Xây mới |
|
7 |
Nhà vệ sinh 1 |
21,00 |
1 |
21,00 |
0,09 |
Xây mới |
|
8 |
Nhà vệ sinh 2 |
21,00 |
1 |
21,00 |
0,09 |
Xây mới |
|
9 |
Trạm điện 1 |
12,90 |
1 |
12,90 |
0,05 |
Xây mới |
|
10 |
Trạm điện 2 |
9,00 |
1 |
9,00 |
0,04 |
Cải tạo |
|
11 |
Bể xử lý nước thải |
21,00 |
1 |
21,00 |
0,09 |
Xây mới |
|
12 |
Nhà chứa CTR + CTNH |
18,00 |
1 |
18,00 |
0,08 |
Xây mới |
|
13 |
Bể chứa nước + Nhà bơm |
128,00 |
1 |
128,00 |
0,54 |
Xây mới |
|
14 |
Nhà nghỉ công nhân viên |
117,00 |
1 |
117,00 |
0,49 |
Cải tạo |
|
II |
Đất trồng cây xanh, thảm cỏ |
4.789,77 |
|
|
20,04 |
|
|
III |
Đất sân đường giao thông nội bộ |
3.744,53 |
|
|
15,66 |
|
|
|
Tổng cộng |
23.906.50 |
|
|
100,00 |
|
(Nguồn thuyết minh quy hoạch của Dự án)
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư:
4.1 Giai đoạn xây dựng
Nguyên vật liệu cho quá trình xây dựng:
Nguyên vật liệu phục vụ thi công xây dựng Dự án chủ yếu bao gồm sắt, thép, đá, cát, xi măng… Nguồn cung ứng vật liệu được mua từ các đại lý trên địa bàn tỉnh, đáp ứng các yêu cầu sau:
+ Cát: Cát đảm bảo độ sạch, lẫn tạp chất không vượt quá giới hạn cho phép. Cát thiên nhiên dùng cho bê tông thỏa mãn kỹ thuật trong thiết kế và TCVN 1770:1986, 14TCN68:1998.+ Sắt thép: có nguồn gốc r õ ràng và có giấy chứng nhận của nhà máy về chất lượng thép và được đơn vị có tư cách pháp nhân kiểm tra chất lượng theo từng lô hàng.
+ Đá các loại: có độ cứng rắn, đặc chắc, bền, không bị nứt rạn, không bị phong hóa, không bị hà. Quy cách đá sử dụng cho công trình đều đảm bảo theo yêu cầu của thiết kế về cường độ, trọng lượng viên đá, kích thước và hình dạng… Kích thước đá phụ thuộc từng kết cấu theo bản vẽ thiết kế; mặt đá lộ ra ngoài tương đối bằng phẳng.
+ Xi măng: xi măng cho công trình là xi măng PC30, PC40 thỏa mãn TCVN 2682 –1992 và TCXD 65:1989, toàn bộ xi măng đưa vào sử dụng đều có chứng chỉ chất lượng, thời gian xuất xưởng và được kiểm định chuyên môn
Bảng 1.4. Tổng hợp khối lượng chính của Dự án
|
STT |
Vật liệu XD |
Đơn vị |
Khối lượng |
|
1. |
Xi măng |
m3 |
565 |
|
2. |
Đá xây dựng các loại |
m3 |
2.180 |
|
3. |
Cát xây dựng |
m3 |
969 |
|
4. |
Tôn |
m2 |
11.887 |
|
5. |
Thép |
Tấn |
1.291 |
|
6. |
Sơn |
lít |
400 |
(Nguồn. Công ty TNHH MTV Gỗ)
Nhu cầu sử dụng nhiên liệu:
Trong giai đoạn thi công xây dựng, các thiết bị, máy móc thi công sử dụng nhiênliệu dầu diezel, xăng, điện,... như máy đào, máy ủi, máy hàn, ô tô,… Khối lượng nhiên liệu tiêu hao được xác định như sau:
Bảng 1. 5. Định mức tiêu hao nguyên liệu và khối lượng máy móc, thiết bị thi công sử dụng nhiên liệu dầu
|
STT |
Thiết bị phương tiện |
Số lượng |
Nhiên liệu |
Tổng nhiên liệu sử dụng |
||
|
lít/ca |
kWh/ca |
lít/ca |
kWh/ca |
|||
|
1 |
Ô tô tự đổ 10T |
3 |
57 |
|
171 |
|
|
2 |
Ô tô tưới nước, dung tích 5m3 |
1 |
23 |
|
23 |
|
|
3 |
Đầm dùi 1,5 kw |
2 |
|
5 |
|
10 |
|
4 |
Đầm bàn 1 kw |
5 |
|
5 |
|
25 |
|
5 |
Máy đào 1,6 m3 |
2 |
113 |
|
226 |
|
|
6 |
Máy hàn 23 kw |
3 |
|
48 |
|
144 |
|
7 |
Máy ủi 110CV |
1 |
46 |
|
46 |
|
|
9 |
Máy trộn bê tông 250l |
3 |
|
11 |
|
33 |
|
10 |
Máy cắt gạch đá 1,7KW |
3 |
|
3 |
|
9 |
|
|
Tổng |
23 |
239 |
81 |
571 |
386 |
*) Nước cấp cho sinh hoạt:
Với số lượng công nhân dự kiến khoảng 20 người, áp dụng tiêu chuẩn dùng nước sinh hoạt của công nhân theo QCVN 01:2021/BXD, QCKTQG về quy hoạch xây dựng, nhu cầu cấp nước phục vụ lao động thi công là 80 lít/người.ngày. Do đó lượng nước cấp sinh hoạt khoảng 1,6 (m3/ngày). Nguồn cung cấp nước: Nước cấp của BQL CCN.
*) Nước cấp xây dựng
Trong giai đoạn thi công xây dựng, các nhu cầu sử dụng nước bao gồm: nước cấp cho quá trình trộn bê tông khoảng 2m3/ngày; nước cấp cho quá trình giảm bụi từ vật liệu và mặt bằng khu xây dựng khoảng 1,0m3/ngày; nước phun rửa bánh xe khoảng 2,0m3/ngày. Tổng: 4m3/ngày. Nguồn cung cấp nước: Nước cấp của BQL CCN.
Nhu cầu sử dụng điện:
Trong giai đoạn thi công, điện chủ yếu được sử dụng phục vụ hoạt động của một số loại máy móc, thiết bị thi công. Nguồn điện đấu nối từ mạng lưới điện hiện hữu của khu vực.
>>> XEM THÊM: Đề xuất xin giấy phép môi trường của dự án mở rộng nhà máy sản xuất thực phẩm



Tin liên quan
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy điện gió
- › Báo cáo đề xuất cấp giấy phép môi trường dự án đầu tư nhà máy sản xuất muối đồng
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở sản xuất giấy và cho thuê nhà xưởng
- › Báo cáo đề xuất cấp giấy phép môi trường dự án nhà máy chế biến thực phẩm
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy chế biến muối tinh sấy
- › Báo cáo đề xuất cấp phép môi trường cơ sở nước khoáng đóng chai
- › Báo cáo đề xuất cấp GPMT dự án khu nuôi tôm thương phẩm ứng dụng công nghệ cao
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở Khai thác và chế biến đá làm vật liệu xây dựng
- › Báo cáo đề xuất cấp GPMT cơ sở chế biến rau, củ quả và thực phẩm sấy khô, đông lạnh
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở chế biến cà phê xuất khẩu
- › Báo cáo đề xuất cấp giấy phép môi trường dự án nhà máy sản xuất dây cáp điện
- › Báo cáo đề xuất cấp GPMT Dự án Nhà máy sản xuất đồng
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
THÔNG TIN DỰ ÁN




SẢN PHẨM MÔI TRƯỜNG





TIN TỨC MỚI




DỰ ÁN HOT
HOTLINE
![]()
HOTLINE:
0903 649 782 - 028 35146426
Gửi bình luận của bạn