Báo cáo đề xuất cấp giấy phép môi trường dự án nhà máy sản xuất ô tô
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường dự án nhà máy sản xuất ô tô công suất 60.000 xe/năm.
Ngày đăng: 24-07-2025
694 lượt xem
DANH MỤC CÁC TỪ VIẾT TẮT...................................................................... IV
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ............................................................ 1
1.3. Công suất, công nghệ, sản phẩm của dự án đầu tư............................... 5
1.3.2. Công nghệ sản xuất của dự án, đánh giá việc lựa chọn công nghệ sản xuất của dự án....31
1.3.3. Sản phẩm của dự án đầu tư:....................................................................... 39
1.4. Nguyên liệu, nhiên liệu, vật liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư... 39
1.4.1. Nguyên, nhiên, vật liệu, hóa chất sử dụng trong giai đoạn xây dựng.......... 39
1.4.2. Nguyên, nhiên, vật liệu, hóa chất sử dụng trong giai đoạn vận hành......... 42
1.5. Các thông tin khác liên quan đến dự án đầu tư........................................... 51
SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG....... 57
2.1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường..... 57
2.2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường.......... 58
ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ......... 60
3.1. Dữ liệu về hiện trạng môi trường và tài nguyên sinh vật........................ 60
3.2. Mô tả về môi trường tiếp nhận nước thải của dự án.................................. 60
3.2.1. Đặc điểm tự nhiên khu vực nguồn nước tiếp nhận nước thải........................ 60
3.2.2. Chất lượng nguồn tiếp nhận nước thải............................................................ 60
3.3. Đánh giá hiện trạng các thành phần môi trường đất, nước, không khí NƠI THỰC HIỆN DỰ ÁN..... 61
ĐÁNH GIÁ, DỰ BÁO TÁC ĐỘNG MÔI TRƯỜNG CỦA DỰ ÁN ĐẦU TƯ VÀ ĐỀ XUẤT CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG.. 65
4.1. Đánh giá, dự báo tác động môi trường............................................................ 65
4.1.1. Đánh giá tác động từ ô nhiễm khí thải trong quá trình hàn.......................... 65
4.1.2. Đánh giá các tác động từ ô nhiễm khí thải trong quá trình sơn................... 67
4.2. Đề xuất các công trình, biện pháp bảo vệ môi trường................................ 88
4.2.1. Đề xuất các công trình, biện pháp bảo vệ môi trường trong giai đoạn thi công xây dựng dự án 88
4.2.2. Đề xuất các công trình, biện pháp bảo vệ môi trường trong giai đoạn dự án đi vào vận hành:.............. 94
4.2. Tổ chức thực hiện các công trình, biện pháp bảo vệ môi trường.......... 141
4.2.1. Danh mục công trình, biện pháp bảo vệ môi trường của dự án và dự toán chi phí cho các công trình bảo vệ môi trường...... 141
4.2.2. Kế hoạch xây lắp các công trình xử lý chất thải, bảo vệ môi trường, thiết bị quan trắc nước thải, khí thải tự động, liên tục... 142
4.3.3. Kế hoạch tổ chức thực hiện các biện pháp bảo vệ môi trường khác......... 142
4.3.4. Tổ chức, bộ máy quản lý, vận hành các công trình bảo vệ môi trường..... 142
PHƯƠNG ÁN CẢI TẠO, PHỤC HỒI MÔI TRƯỜNG, PHƯƠNG ÁN BỒI HOÀN ĐA DẠNG SINH HỌC..... 143
NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG...................................... 144
6.1. Nội dung đề nghị cấp phép đối với nước thải................................................ 144
6.2. Nội dung đề nghị cấp phép đối với khí thải.................................................... 144
6.3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung.................................. 148
6.4. Nội dung đề nghị cấp phép thực hiện dịch vụ xử lý chất thải nguy hại:.. 149
KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN... 150
7.1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án đầu tư 150
7.1.1. Thời gian dự kiến vận hành thử nghiệm........................................................ 150
7.1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý của các công trình, thiết bị xử lý chất thải...... 150
7.2. Chương trình quan trắc chất thải theo quy định của pháp luật........ 154
7.3. Kinh phí thực hiện quan trắc môi trường hàng năm................................. 156
CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ................................................. 157
8.1. Cam kết về tính chính xác, trung thực của hồ sơ đề nghị cấp giấy phép MÔI TRƯỜNG.... 157
8.2. Cam kết việc xử lý chất thải đáp ứng các quy chuẩn, tiêu chuẩn kỹ thuật về môi trường..... 157
8.3. Cam kết các yêu cầu về bảo vệ môi trường khác có liên quan............. 158
CHƯƠNG I
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.1.Tên chủ dự án đầu tư:
Công ty Cổ phần ô tô...
Người đại diện: ..... Chức vụ: Chủ tịch Hội đồng quản trị.
Địa chỉ: ......, phố Lý Bôn, phường Đề Thám, thành phố Thái Bình, tỉnh Thái Bình.
- Điện thoại: ......
- Mã số thuế: ........
Giấy chứng nhận đăng ký doanh nghiệp công ty cổ phần, mã số doanh nghiệp ....... đăng ký lần đầu ngày 03/10/2024 do Phòng Đăng ký kinh doanh thuộc Sở Kế hoạch và Đầu tư tỉnh Thái Bình cấp
Quản lý vận hành sau đầu tư: Công ty cổ phần ô tô ........ có trách nhiệm vận hành hệ thống xử lý nước thải, hệ thống xử lý khí thải sau đầu tư. Chủ dự án tự vận hành hoặc thuê đơn vị có đủ điều kiện để vận hành các công trình xử lý chất thải.
1.2.Tên dự án đầu tư
Dự án nhà máy sản xuất ô tô
a.Các văn bản pháp lý của dự án
Giấy chứng nhận đăng ký đầu tư, mã số dự án: ..., chứng nhận lần đầu ngày 26 tháng 4 năm 2025 của Ban Quản lý khu kinh tế và các khu công nghiệp tỉnh Thái Bình.
Quyết định số 90/QĐ-BQLKKT ngày 05/6/2025 của Ban Quản lý khu kinh tế và các khu công nghiệp tỉnh Thái Bình về việc phê duyệt đồ án Quy hoạch chi tiết xây dựng tỷ lên 1/500 Dự án nhà máy sản xuất ô tô.
Quyết định số 4157/QĐ-STNMT ngày 23/12/2024 của Bộ Tài nguyên và môi trường phê duyệt báo cáo đánh giá tác động môi trường của dự án “Đầu tư phát triển kết cấu hạ tầng khu công nghiệp Hưng Phú”
Lí do lập báo cáo đề xuất cấp GPMT
Dự án có tổng mức đầu tư là 8.125.000.000.000 đồng, trong đó giai đoạn 1 là 5.039.000.000.000 đồng, giai đoạn 2 là 3.086.000.000.000 đồng (nguồn vốn bao gồm vốn góp và vốn huy động), thuộc nhóm A theo tiêu chí quy định pháp luật về đầu tư công, có phát sinh nước thải, khí thải ra môi trường trong giai đoạn vận hành nên thuộc dự án nhóm III theo điểm 2 mục II Phụ lục V, Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ.
Theo khoản 1 điều 39 Luật Bảo vệ Môi trường 2020, Dự án thuộc đối tượng phải có giấy phép môi trường.
Căn cứ theo khoản 4, điều 41 của Luật Bảo vệ môi trường năm 2020 và Điều 26 Nghị định số 131/2025/NĐ-CP ngày 12/6/2025 của Chính phủ Quy định phân định thẩm quyền của chính quyền địa phương 02 cấp trong lĩnh vực quản lý nhà nước của Bộ Nông nghiệp và Môi trường, Dự án nhà máy sản xuất ô tô sẽ do UBND cấp tỉnh cấp GPMT.
Báo cáo đề xuất cấp Giấy phép môi trường cho Dự án nhà máy sản xuất ô tô được thực hiện theo hướng dẫn tại Phụ lục IX (Mẫu báo cáo đề xuất cấp, cấp lại Giấy phép môi trường của dự án đầu tư nhóm II không thuộc đối tượng phải thực hiện đánh giá tác động môi trường và dự án đầu tư nhóm III) Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ trình UBND tỉnh Hưng Yên xem xét phê duyệt.
b.Địa điểm thực hiện dự án đầu tư:
Địa điểm thực hiện dự án tại lô đất có ký hiệu ....thuộc Khu công nghiệp Hưng Phú, xã Nam Hưng và xã Nam Phú, huyện Tiền Hải, tỉnh Thái Bình (nay là tỉnh Hưng Yên)
- Phía Tây Bắc giáp lô đất cây xanh CX-1;
- Phía Tây Nam giáp lô đất cây xanh CX-1 và tuyến đường A2, có lộ giới 29,0m;
- Phía Đông Bắc giáp tuyến đường A3-1, có lộ giới 20,5m;
- Phía Đông Nam giáp tuyến đường A1, có lộ giới 35,0m. Quy mô, diện tích lập quy hoạch 381.266m2
Hiện trạng sử dụng đất của dự án:
Toàn bộ diện tích đất thực hiện dự án là đất công nghiệp đã được giải phóng mặt bằng và san nền (cao độ nền khoảng +1,5m đến +1,9m). Trong phạm vi xây dựng nhà máy hiện chưa có công trình, toàn bộ là đất trống chưa xây dựng.
- Hiện trạng hạ tầng kỹ thuật
Hiện trạng cấp nước:
Hệ thống cấp nước bên ngoài đã được KCN Hưng Phú đã thi công hoàn thiện đồng bộ. Hiện trạng cấp nước đã có tuyến ống cấp nước D200 chạy dọc các tuyến đường tiếp giáp phía Đông, Nam của dự án.
Trong khu đất chưa có tuyến ống cấp nước.
- Hiện trạng thoát nước của dự án:
Thoát nước mưa: đã có tuyến cống khẩu độ B1500 - B1800 của Khu công nghiệp Hưng Phú chạy dọc các tuyến đường tiếp giáp dự án. Trong phạm vi dự án chưa có hệ thống thoát nước mưa.
Thoát nước thải: Hệ thống thoát nước thải bên ngoài đã được KCN Hưng Phú đã thi công hoàn thiện đồng bộ. Hiện trạng thoát nước thải đã có tuyến ống thoát nước thải D300 chạy dọc các tuyến đường tiếp giáp phía Đông, Nam của dự án. Trong khu vực nghiên cứu thực hiện dự án chưa có hệ thống thu gom và xử lý nước thải.
- Hiện trạng cấp điện:
Hiện trạng cấp điện và chiếu sáng bên ngoài đã được KCN đã thi công hoàn thiện đồng bộ. Trong khu đất chưa có đường dây cấp điện và hệ thống chiếu sáng.
- Hiện trạng giao thông
+ Hiện trạng về đường giao thông đối ngoại:
Phía Đông Bắc giáp tuyến đường A3-1, có mặt cắt 20,5m; Phía Đông Nam giáp tuyến đường A1, có mặt cắt 35,0m; Phía Tây Nam giáp tuyến đường A2, có mặt cắt 29,0m.
+ Hiện trạng giao thông đối nội: Trong khu vực quy hoạch hiện trạng không có đường dân sinh.
Cơ quan thẩm định thiết kế xây dựng: Sở Xây dựng tỉnh Thái Bình
Quy mô của dự án đầu tư: Dự án có tổng mức đầu tư là 8.125.000.000.000 đồng, trong đó giai đoạn 1 là 5.039.000.000.000 đồng, giai đoạn 2 là 3.086.000.000.000 đồng (nguồn vốn bao gồm vốn góp và vốn huy động), thuộc nhóm A theo tiêu chí quy định pháp luật về đầu tư công số 58/2024/QH15.
Loại hình sản xuất, kinh doanh, dịch vụ: không thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường (theo quy định tại Phụ lục II ban hành kèm Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ).
Phân nhóm dự án đầu tư: Dự án nhóm III theo số thứ tự 2 mục II Phụ lục V, Nghị định số 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ.
1.3.Công suất, công nghệ, sản phẩm của dự án đầu tư
1.3.1.Quy mô công trình dự án
Quy hoạch sử dụng đất của dự án:
Theo Quyết định số 90/QĐ-BQLKKT ngày 05/6/2025 của Ban Quản lý khu kinh tế và các khu công nghiệp tỉnh Thái Bình về việc phê duyệt đồ án Quy hoạch chi tiết xây dựng tỷ lên 1/500 Dự án nhà máy sản xuất ô tô, cơ cấu sử dụng đất như sau:
Bảng 1.2. Cơ cấu sử dụng đất quy hoạch
|
STT |
Chức năng sử dụng đất |
Diện tích xây dựng (m2) |
Tỷ lệ (%) |
|
I |
Đất xây dựng công trình |
220.872,74 |
57,93 |
|
1 |
Đất xây dựng nhà xưởng sản xuất, nhà kho |
142.007,71 |
37,24 |
|
STT |
Chức năng sử dụng đất |
Diện tích xây dựng (m2) |
Tỷ lệ (%) |
|
2 |
Đất xây dựng công trình điều hành, phục vụ sản xuất |
23.593,99 |
6,19 |
|
3 |
Đất xây dựng công trình hạ tầng kỹ thuật |
7.471,40 |
1,96 |
|
4 |
Đất xây dựng công trình phụ trợ |
47.799,64 |
12,54 |
|
II |
Đất cây xanh |
82.340,33 |
21,60 |
|
III |
Đất giao thông nội bộ |
78.052,93 |
20,47 |
|
IV |
Tổng diện tích khu đất |
381.266,00 |
100 |
Nguồn: Quyết định số 90/QĐ-BQLKKT ngày 05/6/2025 của Ban Quản lý khu kinh tế và các khu công nghiệp tỉnh Thái Bình về việc phê duyệt đồ án Quy hoạch chi tiết xây dựng tỷ lên 1/500 Dự án nhà máy sản xuất ô tô
1.3.1.2.Các hạng mục công trình của dự án
Dự án được thực hiện làm 2 giai đoạn. Các hạng mục công trình của dự án được tổng hợp trong bảng sau:
Bảng 1.3. Các hạng mục công trình của dự án
|
STT |
Hạng mục |
Tầng cao tối đa (tầng) |
Diện tích xây dựng (m2) |
Diện tích sàn (m2) |
Ghi chú |
|
1 |
Xưởng hàn |
2 |
29.407,96 |
30.598,44 |
Giai đoạn 1 |
|
2 |
Xưởng sơn |
2 |
13.928,92 |
15,694,20 |
Giai đoạn 1 |
|
13.803,76 |
15.424,92 |
Giai đoạn 2 |
|||
|
3 |
Xưởng lắp ráp tổng hợp |
2 |
17.394,96 |
17.971,92 |
Giai đoạn 1 |
|
17.250,93 |
18.428,36 |
Giai đoạn 2 |
|||
|
4 |
Xưởng linh kiện nhựa |
2 |
5.741,32 |
6.615,99 |
Giai đoạn 1 |
|
5.704,72 |
6.969,97 |
Giai đoạn 2 |
|||
|
5 |
Kho linh kiện KD 1 |
1 |
10.375,14 |
10.396,74 |
Giai đoạn 1 |
|
6 |
Kho linh kiện KD 2 (GĐ2) |
1 |
28.400,00 |
28.400,00 |
Giai đoạn 2 |
|
7 |
Nhà ăn |
2 |
1.737,16 |
3.474,32 |
Giai đoạn 1 |
|
STT |
Hạng mục |
Tầng cao tối đa (tầng) |
Diện tích xây dựng (m2) |
Diện tích sàn (m2) |
Ghi chú |
|
8 |
Nhà văn phòng |
3 |
1.402,32 |
4.312,37 |
Giai đoạn 1 |
|
9 |
Nhà văn phòng và nghỉ giữa ca |
2 |
1.318,72 |
2.637,44 |
Giai đoạn 1 |
|
10 |
Trung tâm điều phối xe (Nhà điều hành DT 3.107,76m2) |
1 |
12.058,19 |
12.058,19 |
Giai đoạn 1 |
|
7.077,60 |
7.077,60 |
Giai đoạn 2 |
|||
|
11 |
Trạm LPG |
1 |
80,42 |
80,42 |
Giai đoạn 1 |
|
12 |
Trạm trung chuyển chất thải nguy hại và chất thải rắn |
1 |
1.543,36 |
1.543,36 |
Giai đoạn 1 |
|
13 |
Trạm xử lý nước thải |
2 |
2.136,96 |
2.473,56 |
Giai đoạn 1 |
|
14 |
Nhà trạm tổng hợp |
1 |
2.307,76 |
2.307,76 |
Giai đoạn 1 |
|
15 |
Trạm cấp xăng |
1 |
134,20 |
134,20 |
Giai đoạn 1 |
|
16 |
Bệ đặt thiết bị 1 |
- |
428,04 |
428,04 |
Giai đoạn 1 |
|
17 |
Bệ đặt thiết bị 2 |
- |
430,74 |
- |
Giai đoạn 2 |
|
18 |
Bệ đặt thiết bị 3 |
- |
353,52 |
- |
Giai đoạn 2 |
|
19 |
Bệ đặt thiết bị 4 |
- |
56,40 |
56,40 |
Giai đoạn 1 |
|
20 |
Nhà bảo vệ 1 |
1 |
414,40 |
414,40 |
Giai đoạn 1 |
|
21 |
Nhà bảo vệ 2 |
1 |
53,76 |
53,76 |
Giai đoạn 1 |
|
22 |
Nhà bảo vệ 3 |
1 |
53,76 |
53,76 |
Giai đoạn 1 |
|
23 |
Nhà bảo vệ 4 |
1 |
53,76 |
53,76 |
Giai đoạn 1 |
|
24 |
Cầu nối |
1 |
642,00 |
642,00 |
Giai đoạn 1 |
|
25 |
Cầu nối xưởng hàn - xưởng sơn |
2 |
925,44 |
925,44 |
Giai đoạn 1 |
|
26 |
Cầu nối xưởng sơn - xưởng lắp ráp tổng hợp |
2 |
214,00 |
214,00 |
Giai đoạn 1 |
|
27 |
Mái che khu thử nghiệm EOL |
1 |
640,00 |
640,00 |
Giai đoạn 1 |
|
640,00 |
640,00 |
Giai đoạn 2 |
|||
|
28 |
Mái che để xe máy 1 |
1 |
1.408,00 |
1.408,00 |
Giai đoạn 1 |
|
30 |
Mái che để xe máy 2 |
1 |
1.344,00 |
1.344,00 |
Giai đoạn 2 |
|
STT |
Hạng mục |
Tầng cao tối đa (tầng) |
Diện tích xây dựng (m2) |
Diện tích sàn (m2) |
Ghi chú |
|
31 |
Nhà bảo vệ 5 |
1 |
53,76 |
53,76 |
Giai đoạn 2 |
|
32 |
Bãi xe thành phẩm 1 |
- |
29.466,39 |
29.466,39 |
Giai đoạn 1 |
|
33 |
Bãi xe thành phẩm 2 |
- |
11.890,37 |
11.890,37 |
Giai đoạn 2 |
(Nguồn: Báo cáo Nghiên cứu khả thi dự án )
Công nghệ sản xuất của dự án, đánh giá việc lựa chọn công nghệ sản xuất của dự án.
Công nghệ hàn
Quy trình công nghệ và các công đoạn phát sinh ô nhiễm của quá trình hàn như sau:
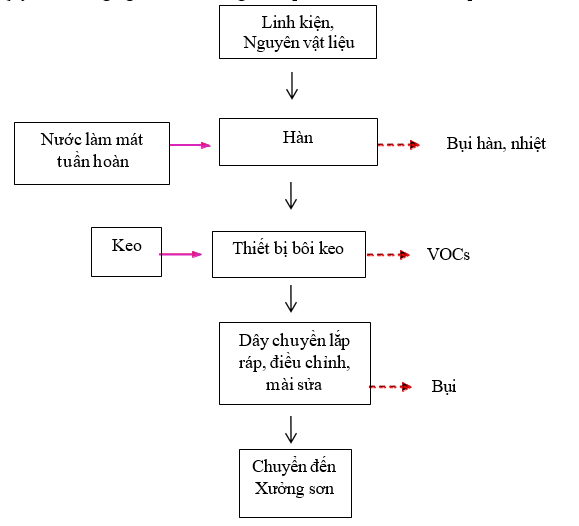
Hình 1.2: Sơ đồ dây chuyền công nghệ hàn
Thuyết minh công nghệ xưởng hàn
Chức năng của xưởng hàn: Xưởng chịu trách nhiệm thực hiện công đoạn hàn để sản xuất thân xe dạng thô (body-in-white) cùng với một số cụm chi tiết chính. Ngoài ra, xưởng còn đảm nhiệm việc lưu trữ các linh kiện gia công bên ngoài và các bộ linh kiện dạng KD (Knock-down). Tính chất sản xuất của xưởng là sản xuất quy mô lớn theo dây chuyền liên tục.
Xưởng hàn được bố trí theo trình tự công nghệ gồm các dây chuyền sau: dây chuyền khoang trước, dây chuyền sàn trước, dây chuyền sàn sau, dây chuyền vách hông trái/phải, dây chuyền hàn chính, dây chuyền lắp chỉnh. Ngoài ra, các cụm tổng thành dạng KD sẽ được cung cấp từ bên ngoài. Các tuyến dây chuyền công nghệ được bố trí theo nguyên tắc gần nhất trong logistics, đảm bảo tính liên tục và hiệu quả trong sản xuất. Lưu trình công nghệ tại các dây chuyền cụ thể như sau:
- Dây chuyền sản xuất khoang trước
Dây chuyền này là dây chuyền hàn thủ công, việc trung chuyển giữa các công đoạn sử dụng palang điện; tổ hợp sẽ được đưa lên dây chuyền chính bằng phương pháp trung chuyển thủ công hoặc palang điện. Quy trình công nghệ chính: lắp thủ công và hàn định vị tổ hợp dầm dọc trước trái/phải → hàn bổ sung thủ công → tổ hợp tấm chắn trước, bôi keo, lắp đặt, hàn định vị → hàn bổ sung thủ công → trung chuyển thủ công đến dây chuyền chính.
- Dây chuyền sản xuất sàn trước
Dây chuyền này là dây chuyền hàn thủ công, việc trung chuyển giữa các công đoạn sử dụng palang điện; tổ hợp sẽ được đưa lên dây chuyền chính bằng phương pháp trung chuyển thủ công hoặc palang điện. Quy trình công nghệ chính: lắp tấm sàn trước, dầm dọc lên, hàn định vị → hàn bổ sung thủ công → tổ hợp kênh giữa, bôi keo, lắp đặt, hàn định vị → hàn bổ sung thủ công, hàn đinh tán → trung chuyển thủ công đến dây chuyền chính.
- Dây chuyền sản xuất sàn sau
Dây chuyền này là dây chuyền hàn thủ công, việc trung chuyển giữa các công đoạn sử dụng palang điện; tổ hợp sẽ được đưa lên dây chuyền chính bằng phương pháp trung chuyển thủ công hoặc palang điện. Quy trình công nghệ chính: lắp tổ hợp dầm dọc sau trái/phải bằng tay, hàn định vị → hàn bổ sung thủ công → tổ hợp tấm sàn sau, bôi keo, lắp đặt, hàn định vị → hàn bổ sung thủ công → trung chuyển thủ công đến dây chuyền chính.
Dây chuyền sản xuất thành bên trái/phải
Dây chuyền này là dây chuyền hàn thủ công, việc trung chuyển giữa các công đoạn sử dụng palang điện; tổ hợp sẽ được đưa lên dây chuyền chính bằng phương pháp trung chuyển thủ công hoặc palang điện. Quy trình công nghệ chính: bôi keo và lắp tấm vỏ thành bên bằng tay, hàn định vị → tổ hợp tấm gia cường thành bên, tổ hợp tấm chắn bùn sau, bôi keo, lắp đặt, hàn định vị → tổ hợp tấm trong thành bên, bôi keo, lắp đặt, hàn định vị → hàn bổ sung và hàn hồ quang thủ công → trung chuyển thủ công đến dây chuyền chính;
Dây chuyền hàn chính
Dây chuyền này sử dụng băng chuyền con lăn trượt kiểu lặp lại, bước công đoạn là 6 mét; tổ hợp được đưa lên dây chuyền bằng palang điện; chủ yếu sử dụng hàn thủ công, những vị trí khó hàn sẽ sử dụng robot hàn. Quy trình công nghệ chính: tổ hợp khoang trước, sàn trước, sàn sau bôi keo thủ công, nâng lên và lắp vào, hàn định vị → hàn bổ sung thủ công, hàn đinh tán → lắp các chi tiết nhỏ như bậc cửa bằng tay, hàn định vị → tổ hợp thành bên trái/phải bôi keo thủ công, sử dụng cánh tay hỗ trợ cơ khí để lắp, hàn định vị → hàn bổ sung thủ công → tổ hợp mái xe bôi keo thủ công, nâng lên và lắp vào, hàn định vị → hàn bổ sung thủ công → kiểm tra và sửa lỗi → hạ xuống bằng palang → chuyển đến dây chuyền lắp chỉnh.
Dây chuyền lắp chỉnh
Giữa các công đoạn sử dụng xe đẩy tay để trung chuyển. Quy trình công nghệ: đưa thân xe trắng lên dây chuyền → hàn hồ quang, mài → lắp bản lề cửa trước/sau → lắp bản lề nắp capo và cốp sau → lắp cửa sau → chỉnh cửa sau → lắp cửa trước → chỉnh cửa trước
→ lắp nắp capo, cốp sau → điều chỉnh khe hở và độ chênh bề mặt → lắp chắn bùn trước
→ điều chỉnh khe hở và độ chênh bề mặt → sửa lỗi bề mặt → kiểm tra chất lượng bề mặt
→ sửa lỗi bề mặt → kiểm tra cuối → làm sạch thân xe → tạm lưu xe chờ chuyển sang sơn.
Tại các cụm tổng thành trong xưởng hàn có quy trình phủ keo, quy trình này sẽ phát sinh khí thải keo phủ, chủ yếu là các hợp chất hữu cơ dễ bay hơi (VOCs). Các loại keo sử dụng trong quy trình phủ keo bao gồm keo chống rung, keo gập mép, keo hàn điểm và keo kết cấu, với hàm lượng VOCs tối đa là 0,67%. Sau khi phủ keo không có công đoạn sấy khô, một lượng nhỏ VOCs trong keo hàn được thải không tổ chức trong quá trình chuyển vận trên dây chuyền, phần lớn còn lại được thải ra hoàn toàn trong công đoạn sấy khô điện di của quá trình sơn phủ.
Các yếu tố ô nhiễm chính tại xưởng hàn là khói bụi hàn, bụi phát sinh từ quá trình điều chỉnh và mài sửa, cùng một lượng nhỏ VOCs phát thải từ công đoạn phủ keo.
Xưởng hàn sử dụng nhiều phương pháp hàn điểm; Lựa chọn thiết bị hàn tiêu thụ năng lượng thấp và hiệu suất cao trong thiết kế có thể tăng chu kỳ tải từ 30 đến 40%, giảm công suất đầu vào và tiết kiệm năng lượng điện. Hàn điện trở sử dụng quy trình tiêu chuẩn cứng, có ưu điểm là phạm vi gia nhiệt nhỏ, biến dạng nhỏ của các bộ phận hàn giúp tiết kiệm điện hơn 50%.
Máy hàn điện trở được lựa chọn trong thiết kế, so với hàn hồ quang thủ công và hàn được bảo vệ bằng khí CO2, dựa vào quá trình nung nóng và nấu chảy của chính kim loại cơ bản trong quá trình hàn để hàn lại với nhau, do đó không cần phải tốn nhiều vật liệu kim loại và tiết kiệm được vật liệu hàn đồng thời nâng cao hiệu quả sản xuất và đảm bảo chất lượng mối hàn.
Thiết bị hàn trong xưởng sử dụng nước tuần hoàn để làm mát, giúp tiết kiệm nước và tiết kiệm năng lượng.
Xưởng hàn được trang bị nhân sự quản lý năng lượng để tăng cường giám sát, quản lý năng lượng.
Công nghệ sản xuất xưởng sơn
Chức năng của xưởng sơn: xử lý trước thân xe khách, sơn lót điện di cathode, keo phủ/phun, keo epoxy, lớp sơn giữa, sấy khô, hoàn thiện, sửa chữa, phun sáp và các công việc sơn phủ khác.
Thân xe thô BIW từ xưởng hàn chuyển đến → Vệ sinh sơ bộ thủ công → Chuyển giá treo → Khóa tự động → Tiền tẩy dầu (phun nhúng) → Tẩy dầu (phun nhúng) → Rửa nước số 1 (phun nhúng) → Điều chỉnh bề mặt (nhúng) → Phốt phát hóa (phun nhúng) → Rửa nước số 2 (phun nhúng) → Rửa nước số 3 (phun nhúng) → Rửa nước tinh khiết số 1 (phun nhúng) → Chuẩn bị trước điện di → Điện di catốt (Cathodic Electrophoretic Deposition) (bao gồm xịt rửa lần 0 khi ra bể) → Rửa UF lần 1 (phun nhúng) → Rửa UF lần 2 (phun nhúng) → Rửa nước tinh khiết số 2 (nhúng, phun nước tinh khiết mới khi ra bể) → Nước đọng → Chuyển giá treo → Thổi đẩy nước → Sấy điện di → Làm mát cưỡng bức → (Chạy rỗng tích trữ ban đêm) → Thay đồ gá / xử lý tấm kim loại → Dán che chắn → Bơm keo gầm, phun keo PVC → Bổ sung keo / tháo che chắn → Bôi keo thủ công (đặt tấm nóng chảy) → Sấy keo → (Chạy rỗng tích trữ ban đêm) → Mài đánh bóng lớp điện di → Phân nhóm phối màu → Lau sạch thủ công → Thổi khí ion → Robot sơn lót phần ngoài → Sơn màu phần trong bằng tay → Robot sơn màu phần ngoài → Kiểm tra và dặm sơn thủ công → (Sơn màu bay hơi) → Sơn bóng thủ công phần trong → Robot sơn bóng phần ngoài → Kiểm tra thủ công → Cân bằng bề mặt → Sấy sơn hoàn thiện → Làm mát cưỡng bức → (Chạy rỗng tích trữ ban đêm) → Kiểm tra / hoàn thiện → (Sơn sửa / sửa lỗi) → Chấp nhận báo cáo → Chuyển giá treo → Phun sáp chống rỉ → Chuyển giá treo → Chuyển sang xưởng lắp ráp tổng hợp.
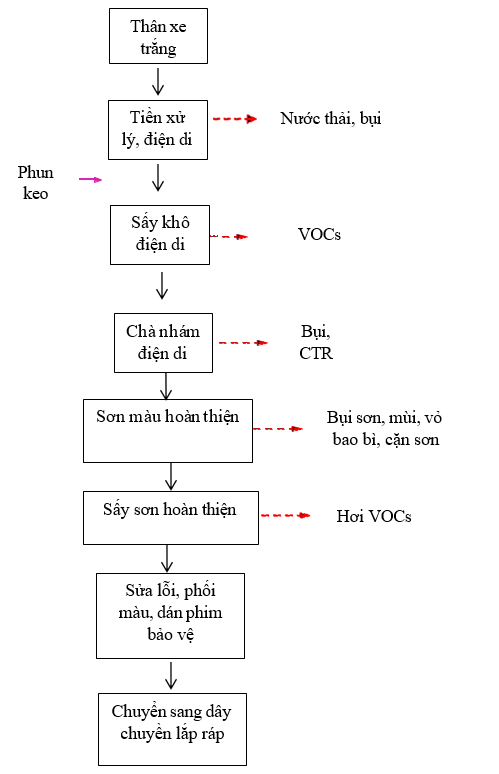
Hình 1.3. Sơ đồ dây chuyền công nghệ sơn
Công nghệ sản xuất xưởng linh kiện nhựa
Chức năng của xưởng nhựa: tiền xử lý, sấy ẩm, sơn lót, sơn màu, sơn bóng, sấy khô, hoàn thiện, sửa chữa, lắp ráp phụ và bảo quản các bộ phận nhựa như cánh lướt gió, cản va, gương chiếu hậu, tay nắm cửa.
Sử dụng các loại sơn mua sẵn (bao gồm sơn lót, sơn phủ, sơn bóng) và vật liệu phụ trợ (như chất tẩy dầu, dung môi, giấy nhám, sáp đánh bóng), kết hợp với các bộ phận nhựa thô như cản trước, cản sau, tay nắm cửa... Thông qua quy trình sơn của xưởng nhựa (bao gồm các thiết bị vận chuyển, robot sơn...), sản xuất ra các bộ phận đã sơn đạt tiêu chuẩn với màu sắc khác nhau, sau đó chuyển đến xưởng lắp ráp.
Lưu trình công nghệ chính:
Khu vực lưu trữ linh kiện thân ô tô dạng thô BIW → Chuyển lên dây chuyền sơn → Xử lý bề mặt trước (dự phòng) → Sấy khô độ ẩm (dự phòng) → Xử lý bằng ngọn lửa (dự phòng) → Lau sạch → Thổi khí → Phun sơn lót → Tự san phẳng → Phun sơn màu → Tự san phẳng → Phun sơn bóng → Tự san phẳng → Sấy khô → Làm nguội → Hoàn thiện → (Sơn sửa) → (Đóng gói phân loại) → Lưu kho sau dây chuyền → Giao cho xưởng lắp ráp tổng hợp.
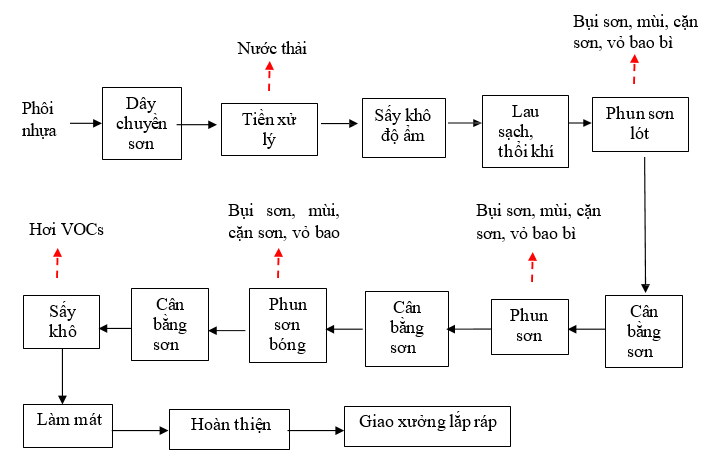
Hình 1.4. Sơ đồ khối dây chuyền công nghệ xưởng linh kiện nhựa
Công nghệ sản xuất xưởng lắp ráp tổng hợp
Chức năng của xưởng lắp ráp tổng hợp: lắp ráp nội thất, lắp ráp khung gầm và lắp ráp tổng thể cho các mẫu xe ô tô. Lắp ráp các bộ phận như treo trước và sau, bảng điều khiển, cửa xe. Kiểm tra, phun mưa và hoàn thiện xe trước khi xe rời khỏi dây chuyền sản xuất;
Quy trình công nghệ lắp ráp tổng hợp như sau
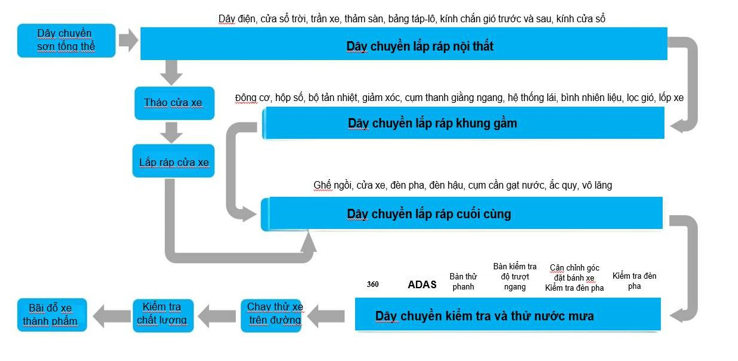
Hình 1.5. Quy trình công nghệ xưởng lắp ráp tổng hợp
-Quy trình lắp ráp tổng thể toàn bộ xe
Phần thân xe lên dây chuyền → Tháo cửa trước và cửa sau → Lắp ống phanh nhiên liệu, v.v. → Lắp bảng tên → Lắp bàn đạp phanh → Lắp thảm → Lắp khung cửa sổ → Lắp cụm cửa sổ → Lắp trần xe → Lắp bảng điều khiển → Lắp xi lanh phanh chính → Lắp cụm ABS→Lắp bình xăng→Lắp cụm treo trước động cơ →Lắp cụm treo sau → Lắp pin →Lắp nắp chụp đáy động cơ → Lắp bộ giảm thanh → Lắp ống xả khí → Lắp ắc quy → Lắp các bộ phận bên trong → Lắp kính chắn gió trước và sau → Lắp cản trước và sau → Lắp tản nhiệt → Lắp lốp → Lắp ghế → Lắp đèn pha → Lắp cụm đèn → Lắp vô lăng → Lắp cửa → Thêm dầu → Kiểm tra điện → Điều chỉnh tổng thể xe → Vào dây chuyền kiểm tra.
- Quy trình kiểm định tổng thể xe
Căn chỉnh bốn bánh → góc → kiểm tra ánh sáng đèn → kiểm tra trượt bên → camera toàn cảnh → hiệu chỉnh hỗ trợ buồng lái → xe đủ tiêu chuẩn lăn bánh xuống dây chuyền và vào đường kiểm tra (xe không đủ tiêu chuẩn được điều chỉnh, sửa chữa và kiểm tra lại) → kiểm nghiệm gạt nước mưa → bàn giao nhập kho.
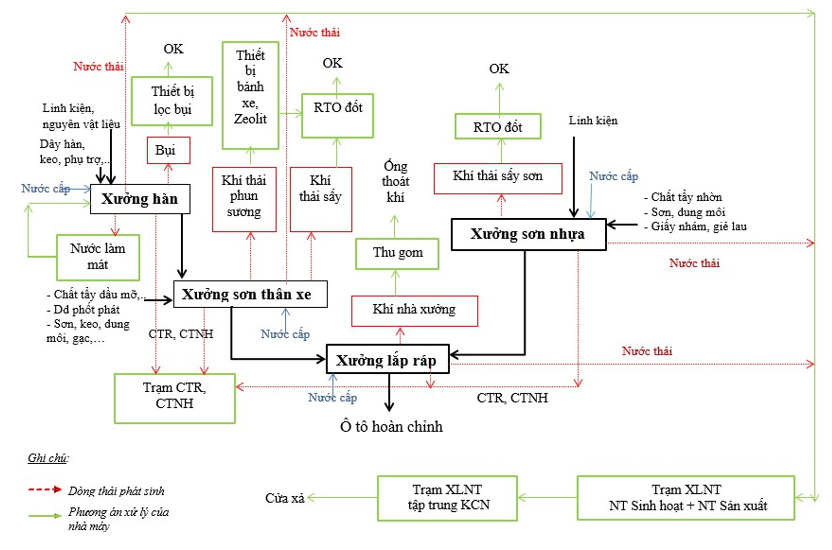
Hình 1.6. Sơ đồ dây chuyền công nghệ của nhà máy kèm dòng thải
1.3.2. Sản phẩm của dự án đầu tư:
Sản phẩm giai đoạn 1 của dự án là 60.000 xe/năm.
1.4. Nguyên liệu, nhiên liệu, vật liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư:
1.4.1. Nguyên, nhiên, vật liệu, hóa chất sử dụng trong giai đoạn xây dựng
1.4.1.1. Nguyên vật liệu sử dụng:
Để đảm bảo vật tư cung cấp kịp thời cho công trình, đáp ứng yêu cầu chất lượng, tiến độ, công trình sẽ sử dụng vật tư, vật liệu xây dựng từ các nguồn cung cấp là các công ty liên doanh, các cơ sở nhà máy sản xuất sẵn có tại địa phương và các vùng lân cận.
Bảng 1.6: Khối lượng nguyên, vật liệu chính phục vụ trong quá trình xây dựng
|
TT |
Thành phần |
Khối lượng (tấn) |
Nguồn gốc |
|
1 |
Đá các loại |
5.050 |
Việt Nam |
|
2 |
Cát các loại |
7.520 |
Việt Nam |
|
3 |
Thép các loại (thép xây, thép kết cấu) |
4.200 |
Việt Nam |
|
4 |
Ván khuôn |
1.650 |
Việt Nam |
|
5 |
Tôn mái + tôn tường |
1.100 |
Việt Nam |
|
6 |
Tấm panel, thạch cao |
950 |
Việt Nam |
|
7 |
Xi măng |
718 |
Việt Nam |
|
8 |
Gạch viên |
4.500 |
Việt Nam |
|
9 |
Bê tông thương phẩm |
15.500 |
Việt Nam |
|
10 |
Cọc bê tông |
5.185 |
Việt Nam |
|
11 |
Asphan |
3.800 |
Việt Nam |
|
12 |
Đất san lấp đường |
4.400 |
Việt Nam |
|
13 |
Sơn các loại |
5 |
Việt Nam |
|
14 |
Que hàn |
2 |
Việt Nam |
|
15 |
Cửa nhôm, kính, lõi thép các loại |
280,4 |
Việt Nam |
|
16 |
Vật liệu khác: ống nhựa, HDPE, inox, thiết bị PCCC, … |
2500 |
Việt Nam |
|
17 |
Dầu DO |
3,6 |
Việt Nam |
|
|
Tổng |
57.364 |
- |
(Nguồn: Báo cáo nghiên cứu khả thi Dự án giai đoạn I)
* Phương án tập kết nguyên vật liệu cho dự án
Vị trí, diện tích bãi tập kết có thể thay đổi cho phù hợp tùy theo điều kiện thi công. Chủ dự án cam kết sẽ che phủ kín bạt, tránh phát tán bụi ra môi trường đồng thời vận chuyển ngay chất thải phát sinh trong ngày.
* Phương án vận chuyển nguyên vật liệu xây dựng, đổ thải
- Chủ đầu tư ký hợp đồng cung cấp nguyên vật liệu với nhiều đơn vị khác nhau, sử dụng các xe tải có trọng tải khác nhau tùy theo khối lượng vật liệu liệu cần vận chuyển đi theo tuyến đường bộ vào dự án. Các đơn vị cung cấp nguyên vật liệu sẽ sử dụng xe chở nguyên vật liệu đến công trình. Ưu tiên nguồn nguyên vật liệu ở gần dự án.. Quãng đường vận chuyển trung bình khoảng 10 km.
- Đất đào được sử dụng lại cho san lấp tại chỗ.
- Đối với các chất thải xây dựng như đất, đá, gạch vỡ, ... sẽ được sử dụng cho san lấp tại dự án. Phần chất thải có khả năng tái chế sẽ được đơn vị thi công bán cho đơn vị có chức năng thu gom. Phần không có khả năng sử dụng sẽ được thuê đơn vị có chức năng thu gom, xử lý theo quy định..
1.2.1.2. Nhiên liệu sử dụng trong thi công xây dựng
- Nguồn cung cấp xăng dầu: tại các cửa hàng xăng, dầu trong khu vực.
- Nguồn cung cấp điện: được lấy từ lưới điện hiện có của khu vực.
- Nguồn cung cấp nước cho dự án: từ mạng lưới cấp nước sạch của khu công nghiệp.
Bảng 1.7. Lượng nhiên liệu sử dụng cho thi công dự án
|
TT |
Tên thiết bị |
Nguyên liệu |
Định mức (NL/ca) |
Ca máy |
Khối lượng nhiên liệu (lít) |
|
1 |
Máy ép cọc |
Diesel |
56 |
54 |
3.024 |
|
2 |
Máy san gạt |
Diesel |
54 |
46 |
2.484 |
|
3 |
Máy xúc |
Diesel |
47 |
117 |
5.499 |
|
4 |
Máy đào |
Diezel |
65 |
125 |
8.125 |
|
5 |
Máy cắt thép |
Điện |
9 |
54 |
486 |
|
6 |
Máy uốn thép |
Điện |
9 |
50 |
450 |
|
7 |
|
|
|
|
|
|
|
Tổng (I+II) |
|
|
|
19.132 lit diezel + 936 kwh |
Nguồn: Báo cáo nghiên cứu khả thi Dự án giai đoạn 1
>>> XEM THÊM: Dự án trồng cây lâu năm, cây ăn trái kết hợp chăn nuôi hữu cơ



Tin liên quan
- › Báo cáo kinh tế kỹ thuật nhà máy xử lý chất thải rắn sinh hoạt
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất thuốc thú y
- › Báo cáo đề xuất cấp GPMT dự án sản xuất sản phẩm nhựa chính xác
- › Hồ sơ đề nghị cấp giấy phép môi trường khu sản xuất giống thủy sản công nghệ cao
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy rèn dập linh kiện xe máy
- › Báo cáo đề xuất cấp Giấy phép môi trường dự án nhà máy sản xuất các sản phẩm da
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất thanh nhôm định hình
- › Đề xuất cấp giấy phép môi trường dự án đầu tư xây dựng KDC mới
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy thuốc bảo vệ thực vật
- › Đề xuất cấp giấy phép môi trường nhà máy sản xuất đồ điện gia dụng
- › Tham vấn Báo cáo đánh giá tác động môi trường dự án khu nhà ở xã hội
- › Báo cáo GPMT dự án nhà máy chế biến hoa quả xuất khẩu
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
THÔNG TIN DỰ ÁN
-

Báo cáo đề xuất xin cấp giấy phép môi trường cho dự án đầu tư nhà máy sản xuất mỹ phẩm
-

DỰ ÁN ĐẦU TƯ XÂY DỰNG KHU LIÊN HỢP XỬ LÝ, TÁI CHẾ VÀ THU HỒI TÀI NGUYÊN TỪ CHẤT THẢI CÔNG NGHIỆP
-

Dự án đầu tư nhà máy nuôi trồng và sản xuất sản phẩm tảo xoắn Spirulina
-

Dự án đầu tư nhà máy đóng tàu composite và quy trinh xin cấp giấy phép môi trường
SẢN PHẨM MÔI TRƯỜNG





TIN TỨC MỚI




DỰ ÁN HOT
HOTLINE
![]()
HOTLINE:
0903 649 782 - 028 35146426
Gửi bình luận của bạn