Thuyết minh công nghệ và hướng dần vận hành lọc bụi túi vải - hệ thống đóng bao
Thuyết minh công nghệ và hướng dần vận hành lọc bụi túi vải - hệ thống đóng bao. Ngăn ngừa phát tán bụi ra môi trường. Kiểm tra theo dõi hoạt động của thiết bị trong quá trình hoạt động
Ngày đăng: 17-10-2025
445 lượt xem
CÔNG TY TNHH ....
ĐC: ....Bùi Xương Trạch, Phường Khương Đình, TP. Hà Nội, Việt Nam
Hotline: ... / MST: ....
Website: ...- Email:..........
HÀ NỘI 2025
- Quy trình vận hành này qui định trình tự tiến hành các công việc vận hành hệ thống lọc bụi túi vải của công đoạn trộn & đóng bao. Ngăn ngừa phát tán bụi ra môi trường. Kiểm tra theo dõi hoạt động của thiết bị trong quá trình hoạt động; Cách thức xử lý một sổ các sự cổ thường gặp; Một số công tác an toàn khi chạy máy, bảo dưỡng sửa chữa.
- Quy trình này được dùng làm tài liệu hướng dẫn, đào tạo vận hành cho công nhân vận hành.
II. PHẠM VI ÁP DỤNG
- Quy trình này được sử dụng trong công tác vận hành thiết bị tại chồ và nhùng cá nhân làm các công việc liên quan đến thiết bị này.
III. CHÚ GIẢI: - Không có.
IV. TÀI LIỆU THAM KHẢO
- Tài liệu hướng dẫn của nhà cung cấp thiết bị.
- Hồ sơ thiết kế nhà máy sản xuất panel, gạch nhẹ chưng áp, vữa khô và keo dán gạch phả lại.
- Trên cơ sở thực tế của thiết bị và những kinh nghiệm trong sản xuất.
V. TRÁCH NHIỆM
Cán bộ quản lý kỹ thuật hoặc cá nhân được phân công có trách nhiệm soạn thảo và sửa đổi nội dung quy trình vận hành và chịu trách nhiệm về nội dung trước ban lãnh đạo Công ty.
Giám đốc Nhà máy, trưởng ca, cán bộ kỹ thuật của nhà máy hoặc cá nhân được phân công có trách nhiệm kiểm tra và phổ biến quy trình vận hành đến các cá nhân và bộ phận liên quan để làm tài liệu hướng dẫn thao tác, vận hành thiết bị.
Trưởng ca, phó trưởng ca, tổ trưỏng có trách nhiệm thường xuyên kiểm tra và giám sát công nhân vận hành đúng theo hưỡng dẫn.
VI. DÂY CHUYỀN THIỂT BỊ HỆ THÓNG LỌC BỤI TỦI VẢI
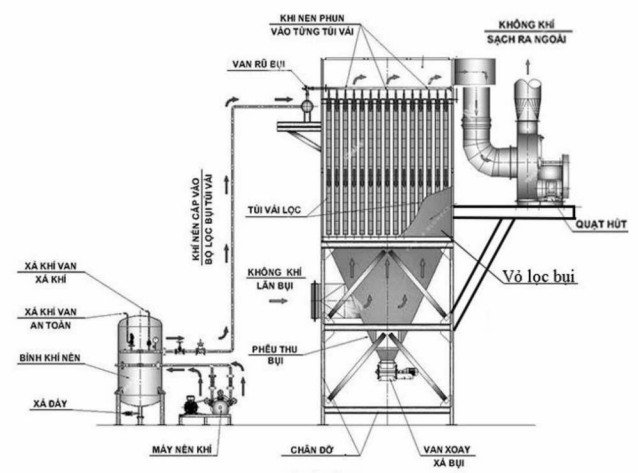
ỉ. Hệ thống máy nén khí, bình tích khí nén và đường Ống cấp
- Máy nén khí:
+ Công suất 75kw
+ Lưu lượng: 12,9m3/p
+ Áp suất khí: 1,05Mpa
- Bình tích khí nén có thể tích: 1,5 m3
- Hệ thống đường ổng mạ kẽm cấp khí nén cho các buồng lọc bụi đế giũ bụi sau khi bụi được giữ lại tại các túi lọc.
2. Hệ thống van và đường ống xịt khí nén giũ bụi túi
- Từ đường ổng cấp khí nén có van điện khí đóng mở đường ống khí nén cấp vào hệ thống ổng khí giũ bụi tại các đầu túi giũ bụi.
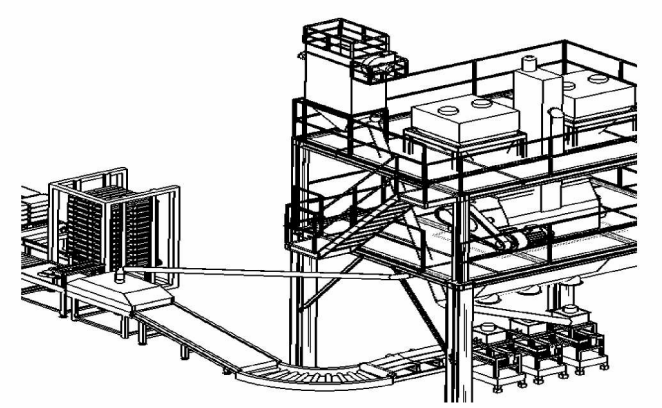
Hệ thống lọc bụi túi vái công đoạn trộn & đóng hao.
3.Hệ thống buồng lọc bụi tủi
- Chân giá đờ và thân buồng lọc bụi được gia công bằng kết cấu thép, có 01 buồng lọc bụi túi vải với 84 túi lọc kích thước túi DI 10x3000mm, tổng diện tích lọc bụi là 87,Im2. Phía dưới buồng lọc bụi có van xoay xả bụi xuống vít tải đấy phần bụi thu được hồi về thùng chứa đóng bao.
4. Hệ thống đường ống hút, quạt hút và đường ổng xá khí sạch ra môi trường
- Đường ống hút làm bàng kết cấu thép có D=168mm có tổng chiều dài: 16m; Đường ổng xả khí sạch ra môi trường D=400mm có chiều dài: 05m. Khí thải sạch khi thải ra môi trường đảm bảo theo QCVN 19:2024/BTNMT - Quy chuẩn kỳ thuật quốc gia về khí thải công nghiệp.
- Quạt hút gió cho hệ lọc bụi trộn & đóng bao:
+ Dạng quạt: quạt ly tâm chạy trực tiếp.
+ Công suất động cơ: 7.5kW - 2P (2.900 v/p) - 380 V
+ Lưu lượng gió: 7.600 : 9.000 m3/h
+ Ảp suất: 2.000 - 2.300 Pa
VII. MÔ TẢ CÔNG NGHỆ
1. Sơ đồ công nghệ
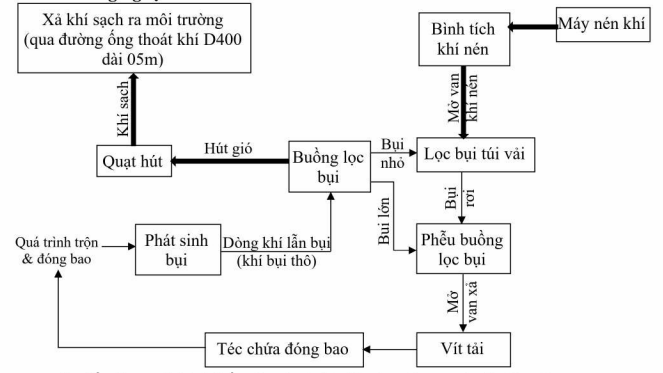
Sơ đồ công nghệ hệ thống lọc bụi tủi vải công đoạn trộn và đóng bao.
Nguyên lý hoạt động
+ Dòng khí chứa lẫn bụi (khí bụi thô) được hút vào đầu của hệ thống lọc bụi qua các cửa hút nhờ quạt hút công nghiệp.
+ Do tốc độ của dòng khí giảm đột ngột nên phần lớn các hạt bụi (đặc biệt là hạt bụi có tỷ trọng lớn) sẽ bị mất động năng và rơi trực tiếp xuống phễu đáy buồng lọc bụi.
+ Bụi sẽ được giữ lại trên bề mặt bên ngoài của túi lọc vì áp suất âm của khí.
+ Còn lại các khí sạch sẽ đi xuyên qua túi lọc, sau đó đi vào đường ổng và thoát ra ngoài.
+ Theo chu trình hệ thống sẽ thực hiện xả khí nén để rung giũ bụi đế giúp làm sạch túi lọc.
+ Trong suốt quá trình làm sạch của hệ thống túi vải thì bụi sẽ rơi vào phễu và được chuyển đi thông qua các hệ thống xả rồi tiếp tục được vận chuyển dưới đáy lọc bụi (gồm van quay, vít tải) về bồn chứa.
VIII. QUY TẮC AN TOÀN
1. Các biện pháp an toàn cho ngưòi lao động
+ Để tránh tai nạn gây ra do không quen sử dụng máy móc thiết bị, các hệ thống máy móc thiết bị phải được vận hành bởi công nhân đã qua đào tạo/hướng dẫn cùa bên sử dụng lao động về vận hành máy và cách vận hành máy an toàn để được trang bị đầy đủ kiến thức và kỳ năng vận hành. Để đảm bảo được yêu cầu trên, bên sử dụng lao động phải thiết lập chương trình đào tạo/hướng dẫn cho công nhân và hướng dẫn/đào tạo họ trước.
+ Người công nhân vận hành (CNVH) phải chấp hành đầy đủ các quy tắc về an toàn lao động (ATLĐ) thực hiện nghiêm túc việc mặc bảo hộ lao động (BHLĐ) được huấn luyện và sử dụng thành thạo các thiết bị phục vụ các công tác ATLĐ, các thiết bị phòng cháy chữa cháy (PCCC), biết sơ cứu trong các trường họp gặp tai nạn lao động (TNLĐ).
+ Các dụng cụ an toàn, PCCC phải được để ở vị trí cố định, thuận tiện cho việc sử dụng và phải được kiếm tra thường xuyên.
+ Các thiết bị trong dây chuyền phải được vận hành ở lưới điện đúng thông số kỹ thuật.
+ Khi cần mở hộp điều khiến có chứa các chi tiết điện, hãy đảm bảo tắt nguồn điện và chờ năm phút hoặc hơn trước khi mở nắp để tránh tai nạn dẫn đến giật điện.
+ Đảm bảo có được đào tạo và hướng dẫn vận hành, nghiên cứu các tài liệu giải thích khác được cung cấp kèm theo trước khi sử dụng máy. cất kỹ tài liệu hướng dẫn và tài liệu giải thích để tham khảo nhanh khi cần.
+ Đảm bảo vận hành máy sau khi xác minh thiết bị an toàn đã được lắp đặt chính xác và hoạt động bình thường nhàm tránh tai nạn gây ra do thiếu (các) thiết bị này.
+ Neu bất kỳ loại nào trong sổ những thiết bị an toàn này bị gỡ bỏ, đảm bảo lap lại thiết bị đó và xác minh thiết bị hoạt động bình thường nhàm tránh tai nạn có thể xảy ra.
+ Đảm bảo có the thấy rõ các nhãn cảnh báo dán trên máy nhằm tránh tai nạn. Neu bất kỳ nhãn nào bị ổ màu hoặc bong tróc, đảm bảo thay nhãn mới.
+ Không sử dụng máy cho các mục đích sử dụng nào ngoài mục đích của máy và bằng bất kỳ cách nào ngoài cách thức nêu trong sách hướng dần nhằm tránh gây tai nạn.
+ Không tự ý điều chỉnh và thay đổi máy nhàm tránh gây tai nạn có thể xảy ra.
+ Đảm bảo tắt nguồn điện ngay lập tức nếu phát hiện điều bất thường hoặc máy không hoạt động hoặc trong trường họp mất điện đột ngột nhằm bảo vệ tránh tai nạn có thể xảy ra.
2. Quy tắc an toàn trước, trong và sau khi vận hành thiết bị
(I. Trước khi vận hành
+ Đảm bảo giắc nổi và dây cáp điện không bị hỏng, thiếu và lỏng trước khi bật nguồn điện nhằm tránh tai nạn dẫn đến thương tích cá nhân hoặc tử vong.
+ Không bỏ tay vào các bộ phận chuyển động của máy nhằm tránh tai nạn. + Kiếm tra các điểm kết nổi bàng bulông, đai ốc.
+ Kiểm tra các cơ cấu truyền động, chuyển động, kịp thời bổ sung dầu mỡ. + Kiếm tra các bộ phận chuyển động (vòng bi, gối đỡ, động cơ, ...) b. Trong quá trình vận hành
+ Đảm bảo không để tay, chân, tóc hay quần áo gần sát các bộ phận chuyển động hoặc nơi gần những bộ phận này trong khi máy đang vận hành nhằm tránh tai nạn gây ra do vướng mắc vào các bộ phận này.
+ Khi cần dừng máy để xử lý sự cố cần đảm bảo tắt nguồn điện và kiểm tra để đảm bảo máy và động cơ hoàn toàn ngùng chạy.
+ Thường xuyên kiểm tra các điểm kết nối bàng bulông, đai ốc.
+ Thưòng xuyên kiếm tra nhiệt độ tại các bộ phận chuyên động (vòng bi, gối đỡ, động cơ, ...)
+ Trong quá trình vận hành nếu gặp vật liệu có kích thước lớn hơn kích thước tối đa cho phép thì cần có biện pháp loại bỏ.
IX.QUY TRÌNH VẬN HÀNH
1. Kiểm tra thiết bị trước khi khòi động máy
- Kiếm tra theo các bước dưới đây:
|
Bưó'c |
Kiếm tra |
|
1 |
- Kiếm tra dây cáp điện, cáp tín hiệu không bị hỏng, thiếu và lỏng |
|
2 |
- Kiểm tra các điểm kết nối bàng bulông, đai ốc |
|
3 |
- Kiểm tra cơ cấu truyền động, chuyển động |
|
4 |
- Kiểm tra dầu mỡ động cơ, ổ trục, vòng bi |
|
Bước |
Kiểm tra |
|
5 |
- Kiểm tra các dị vật có thể có |
|
6 |
- Kiểm tra dây hệ thống khí nén, áp suất |
|
7 |
- Kiểm tra các hệ thống van |
|
8 |
- Kiểm tra các công tác về an toàn, ATLĐ, BHLĐ |
a. Kiểm tra máy móc và các thiết bị liên quan
- Kiếm tra hệ thống dây điện, dây tín hiệu phải khắc phục sửa chừa kịp thời trước khi vận hành hệ thống.
- Kiếm tra các hệ thống kết nối bàng bulông, đai ổc phải gia cổ kịp thời khi phát hiện thấy các điểm nối không an toàn trước khi vận hành.
- Kiểm tra cơ cấu truyền động, chuyển động, lượng dầu mỡ bôi trơn ở các động cơ, hộp giảm tốc, ổ đờ, vòng bi kịp thời bổ sung dầu mỡ tránh sự cố xảy ra trong quá trình vận hành máy.
- Kiểm tra đường ống dẫn hơi đến các van khí, khắc phục, sửa chừa hoặc thay mới khi phát hiện ra hiện tượng rò hơi, hỏng hóc,...
- Kiểm tra và đảm bảo các thiết bị trong khu vực liên quan phải an toàn và sẵn sàng làm việc; các thiết bị làm việc trong khu vực phải thông thoáng, sạch sẽ, nếu không phải vệ sinh ngay.
- Kiểm tra bu lông, đai ốc các bộ phận máy có bị lỏng ra không, nếu có phải xiết chặt lại ngay.
- Kiểm tra dầu, mỡ bôi trơn cho các thiết bị xem đã đủ chưa, nếu thiếu phải bổ sung đầy đủ, đúng chủng loại.
- Kiểm tra hệ thống cấp nước sạch và chuẩn bị đầy đủ nước sạch.
- Kiểm tra và thao tác đưa xe phà rót khuôn vị trí làm việc.
b. Kiểm tra an toàn.
- Vệ sinh khu vực sản xuất.
- Người thao tác trong phòng điều khiển trung tâm phải kết hợp với các nhân viên khác để kiêm tra toàn bộ các thiết bị liên quan trong quá trình vận hành. Các phần liên quan đến che chắn an toàn cho các chi tiết chuyển động đã đảm bảo chưa, nếu chưa phải xử lý triệt để và an toàn mới được chạy thiết bị.
- Không còn vật dụng, dụng cụ sửa chừa trong máy, không có người sửa chữa trong máy hay ở trong khu vực nguy hiếm, nếu có phải di rời ra khởi đến vị trí an toàn.
- Kiểm tra và đảm bảo môi trường sạch sẽ trên các sàn máy và sàn thao tác.
- Kiểm tra các van thao tác, vận hành thử xem có tron chu, đóng mở dễ dàng hay không. Các van khi mới đưa vào vận hành phải để ở trạng thái đóng.
- Kiếm tra trang phục BHLĐ đã đầy đủ chưa.
c. Kiểm tra điện.
- Kiếm tra toàn bộ về điện trước khi thao tác khởi động thiết bị.
- Kiếm tra các thiết bị điện (độ nhạy, khá năng đỏng cắt, độ tin cậy, ...).
- Kiểm tra hệ thống điện xem có hở hoặc lỏng các điểm đấu nối không, nếu có phải báo cho bộ phận chuyên môn xử lý triệt để trước khi chạy máy.
- Kiểm tra việc cấp nguồn cho máy, điện áp của nguồn điện có bình thường hay; kiếm tra các đèn tín hiệu, đèn báo đã sáng chưa, các màn hình điều chỉnh, đòng hồ báo dòng, áp có đảm bảo không, nếu còn tồn tại phải xử lý triệt để, nếu không được phải báo cho bộ phận chuyên môn xử lý ngay.
- Kiểm tra an toàn điện (kiểm tra và đo cách điện, điên trở giữa cuộn dây động cơ, cách điện với vỏ khi trường họp dừng máy trong thời gian dùi).
- Kiểm tra sơ đồ đấu nối điện mạch điều khiển và mạch lực (tiếp xúc, vị trí đấu noi... khi dừng máy sửa chữa và đấu nổi lại các thiết bị điện trong tủ).
2. Khỏi động máy
- Sau khi kiếm tra các hiết bị đảm bảo theo yêu cầu hoặc đã xử lý đảm bảo, được người quản lý trực tiếp (quản đốc phân xưởng hoặc trưởng ca sản xuất của khu vực) xác nhận. Công nhân vận hành bắt đầu khởi động thiết bị.
- Khởi động thiết bị bấm phím khởi động trên tủ điện điều khiển.
- Trong quá trình chạy có thể thao tác thay đổi tần số quạt hút bằng phím bấm thay đối tần sổ và dừng thay đổi tần số trên tủ điện điều khiển.
- Sau khi khởi động thiết bị (quạt hút) hệ thống lọc bụi túi vải bắt đầu hoạt động, các thiết bị phụ trợ như hệ thống khí nén giũ bụi tói, van đóng mở xả bụi sẽ hoạt động theo bàng hệ thống đóng ngắt hẹn giờ (timer).
Tủ điên điều khiển
|
TT |
Nội dung |
|
1 |
- Khởi động quạt hút |
|
2 |
- Dừng quạt hút |
|
3 |
- Thay đổi tần sổ quạt hút |
|
4 |
- Dừng thay đổi tần số quạt hút |
Ghi chú:
- Trong quả trình chạy cần theo dõi thêm việc vận hành của thiết bị.
- Các hệ thong van được điều khiên tự động being điện và khí nén, tuy nhiên trong quả trình vận hành người công nhân luôn phải theo dõi, kiểm tra hệ thống đỏng mở van đế kịp thời khắc phục đê đảm bào chat lượng vật liệu đầu vảo theo yêu cầu.
- Trong quá trình vận hành nếu thấy hiện tượng hất thường người công nhân vận hành phải kịp thời hảo cho người quản lý trực tiếp hoặc cán hộ kỹ thuật, cán bộ KCS để có hiện pháp khắc phục kịp thời.
- Đê đảm hảo chất lượng khỉ thải người cán bộ KCS phải định kỳ kiếm tra khỉ thải từ đường ống xả khí ra môi trường.
- Ngay sau khi khởi động máy phải lập tức kiểm tra toàn bộ hệ thong nếu phát hiện có hiện tượng trục trặc (dù nhỏ) cũng cần phải hảo cho hộ phận đê kịp thời kiêm tra, khắc phục. Trong trường hợp sự cổ được ghi nhận là lớn phải lập tức dừng chạy toàn hệ thống (tùy theo mức độ khẩn cấp) để sửa chữa, khắc phục.
a. Trong quá trình vận hành sản xuất.
Trong khi chạy máy thì người vận hành phải thường xuyên kiếm tra và làm các công việc sau:
+ Kiếm tra công tác an toàn, vệ sinh:
- Thường xuyên kiểm tra thiết bị về công tác an toàn, không để người không có nhiệm vụ ra vào khu vực chạy máy và ựr ý vận hành máy.
- Kiểm tra và duy trì không để có các nguy cơ gây mất an toàn cho con người và thiết bị.
- Thường xuyên kiểm tra vệ sinh máy và khu vực làm việc sạch sẽ.
+ Kiếm tra công tác vận hành máy:
- Trong quá trình thiết bị hoạt động người CNVH theo dõi quạt hút, hệ thống vít tải nếu có bất thường báo ngay cho trưỏng ca, tố trưởng hoặc lãnh đạo nhà máy khu vực làm việc.
- Sau khi khởi động thiết bị (quạt hút) hệ thống lọc bụi túi vải bắt đầu hoạt động, các thiết bị phụ trợ như hệ thống khí nén giũ bụi túi, van đóng mở xả bụi sẽ hoạt động theo bàng hệ thống đóng ngắt hẹn giờ (timer).
- Cán bộ KCS kiếm tra khí thải từ hệ thống đường ống thoát khí sạch ra môi trường nếu có hiện tượng nồng độ bụi theo khí bay ra môi trường nhiều phải lập tức cho dừng máy, tìm hiểu nguyên nhân và có phương án sửa chữa ngay lập tức. Nếu không thể tự khắc phục thì phải báo lại lãnh đạo nhà máy, Công ty để có phương án thuê đơn vị có năng lực để khắc phục trong thời gian sớm nhất.
+ Kiểm tra tình trạng làm việc của máy:
- Thường xuyên kiếm tra tình trạng làm việc của các bộ phận chi tiết của máy, nếu có hiện tượng khác thường phải xử lý ngay.
- Kiểm tra toàn bộ tình trạng làm việc của hệ thống có rung, ồn không, nếu có phải kiếm tra nguyên nhân, nếu có nguy cơ làm hỏng thiết bị phải dừng máy.
- Kiếm tra các động cơ, hộp giảm tốc, ố đỡ, bộ truyền đai xích, ... nếu rung ồn, mòn đai, ... thì phải tìm rõ nguyên nhân để xử lý triệt để.
- Kiểm tra các đường ống khí xem có hở các vị trí nối làm ảnh hưởng đến quá trình đóng/mở van bướm.
- Kiếm tra các thiết bị điện bên ngoài và trong tủ điện nếu có hiện tượng không bình thường phải báo bộ phận chuyên môn kiểm tra xử lý ngay, cấm sờ vào thiết bị điện trong tủ hoặc các vị trí hở.
b. Sự cố có thế xảy ra trong quá trình vận hành và biện pháp xử lý, khắc phục
- Trong quá trình vận hành sẽ xấy ra các sự cố, vì vậy ngưòi công nhân vận hành phải bình tĩnh kiểm tra và đưa ra biện pháp xử lý một cách chuẩn xác, nếu các sự cổ lớn phải báo cáo ngay cho người có trách nhiệm biết đế xử lý kịp thời.
- Dưới đây là một sổ sự cố thường gặp có nguyên nhân và cách xử lý như sau:
* Mất điện:
- Khi đang vận hành hệ thống xảy ra mất điện:
+ Người CNVH máy phải tắt toàn bộ hệ thống cấp điện.
+ Thông báo cho trưởng ca, lãnh đạo nhà máy yêu cầu tố cơ điện cấp điện bàng máy phát.
+ Sau khi có điện trở lại người CNVH thao tác vận hành máy trở lại theo quy trình.
* Sự cố hỏng thiết bị
|
TT |
Sự CÓ/ TRỤC TRẠC |
NGUYÊN NHÂN |
CÁCH XỬ LÝ, KHẮC PHỤC |
GHI CHỨ |
|
1 |
Các van xả bụi không mở hoặc mở không hết, van xịt khí nén không mở |
Van điện tù’ khí nén hỏng |
Đo điện trở cuộn dây cuộn hút. Neu hỏng hoặc kém thì phủi thay |
|
|
Không có nguồn cấp cho van điện từ khí nén |
Kiểm tra lại nguồn cấp cho cuộn từ van khí nén. Neu đứt dây thì thay dây; nếu lôi từ nguồn thì thay thiết bị liên quan đến nguồn cấp. |
|
||
|
Van bị kẹt do có dị vật |
Tháo ra đế kiêm tra, loại bỏ dị vật |
|
|
TT |
SỤ CỐ/ TRỤC TRẠC |
NGUYÊN NHÂN |
CÁCH XỬ LÝ, KHẮC PHỤC |
GHI CHỦ |
|
2 |
Động cơ vít tải liệu không chạy, quạt hút không hoạt động |
Không có nguồn cấp đến động cơ |
Kiểm tra dây dẫn, nếu dãy đứt thì thay dây |
|
|
Các thiết bị liên quan đến nguồn động lực cap cho động cơ bị hỏng hoặc loi. Neu có thì thay các thiết bị này |
|
|||
|
Không có tín hiệu điều khiển. Kiếm tra nút bấm hoặc khóa xoay đã tiếp xúc tot chưa hoặc kiêm tra nguồn tín hiệu điều khiên |
|
|||
|
Quá tải, nguồn động lực bị cắt |
Vòng bi, gối đỡ bị hỏng hoặc bị kẹt |
|
||
|
Liệu bị ẩm, mở vít tải để thông liệu |
|
|||
|
Có rác thải, dị vật trong đường ổng vít tải |
|
3.Dừng máy
- Sau khi kết thúc quá trình sản xuất và không có ca sản xuất liền kề thì tiến hành dừng máy bằng cách bấm phím dừng trên tủ điện điều khiển.
Ghi chú:
- Khi tiến hành dừng máy người công nhân vận hành phủi làm đúng theo yêu cầu của quy trình và cán bộ lãnh đạo trực tiếp dưới nhà mảy cho phù họp lình hình.
- Sau khi dừng máy toàn bộ CNVH trong ca tiến hành dọn vệ sinh toàn bộ khu vực sản xuất kê cả có ca sản xuất tiếp theo. Ca sản xuất sau có quyền từ chổi nhận giao ca và báo cho lãnh đạo nhà máy khi ca trước không dọn vệ sinh khu sản xuất.
- Trong quá trình thao tác dừng máy người vận hành tuyệt đối tuân thủ các quy định về A TLĐ.
- Đoi với các sự cổ cỏ the xảy ra việc dừng máy tiến hành theo các bước như ở phần các sự co có thế xảy ra trong quá trình chạy mảy và biện pháp xử lý, khắc phục.
- Đổi với trường hợp đặc hiệt có thê phải ngắt điện toàn hệ thống đế xử lý.
- Các sổ vận hành thiết bị, sổ giao ca phải được hàn giao cho trưởng ca sản xuất hoặc quản đốc phân xưởng vả được hùn giao lụi cho giám đốc nhà máy.
- Đóng cửa khu vực sản xuất (nếu có) bàn giao chìa khóa, thiết bị điều khiên từ xa, hộ đàm (nếu có) cho văn phòng nhà máy.
X. QUY TRÌNH BẢO TRÌ VÀ HIỆU CHỈNH THIẾT BỊ
- Bôi tron và thêm dầu định kì theo sơ đồ bôi tron. (Động cơ liền hộp giảm tốc, bánh răng dẫn động, gối đờ vòng bi, bánh răng bị động, trục quay băng tải và thiết bị chuyển hướng, hạ liệu chống vờ).
- Thay dầu cho hộp giảm tốc sau 10.000 giờ làm việc.
- Thường xuyên kiểm tra, bố sung dầu, mờ bôi tron và làm mát, đảm bảo ăn khóp của các bánh răng di chuyển chân đế và làm sạch chổng đóng cặn tại vị trí phễu liệu.
- Khi phát hiện ra hư hỏng phải dừng máy để sửa chữa.
- Khi có sự cố hay cần sửa chừa thì phải tuân thủ các bước như sau:
+ Tắt toàn bộ hệ thống động cơ quay máy và cách ly hoàn toàn nguồn điện với động cơ.
+ Lấy hết vật liệu trong hệ thống máy ra ngoài.
+ Cổ định các thiết bị trong hệ thống khi đang sửa chừa. Sau đó tháo các bộ phận sửa chữa ra ngoài để sửa.
+ Sau khi sửa chữa xong thì ta thao tác theo quy trình ngược lại, và khi hoàn tất thì khởi động lại máy để quá trình làm việc được tiếp tục.
>>> XEM THÊM: Dự án đầu tư nhà máy sản xuất vật liệu xây dựng và gạch không nung



Tin liên quan
- › Thành phần hồ sơ quy hoạch chi tiết 1/500 năm 2025
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy dệt
- › Báo cáo đề xuất cấp GPMT nhà máy tái chế kim loại
- › Báo cáo đề xuất cấp GPMT nhà máy sữa
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất màn hình LCD
- › Báo cáo đề xuất cấp GPMT cơ sở kinh doanh chế biến thủy hải sản
- › Báo cáo đề xuất cấp GPMT nhà máy sản chế biến nông sản
- › Báo cáo đề xuất cấp GPMT dự án đầu tư nhà máy công nghiệp
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất vật liệu xây dựng không nung
- › Báo cáo đề xuất cấp GPMT công ty chế biến thực phẩm
- › báo cáo đề xuất cấp giấy phép môi trường nhà máy thực phẩm xuất khẩu
- › Hồ sơ đề xuất cấp giấy phép môi trường nhà máy sản xuất găng tay cao su
Bình luận (0)
HOTLINE
![]()
HOTLINE:
0903649782 - 028 35146426
THÔNG TIN DỰ ÁN




SẢN PHẨM MÔI TRƯỜNG




TIN TỨC MỚI




DỰ ÁN HOT
HOTLINE
![]()
HOTLINE:
0903 649 782 - 028 35146426
Gửi bình luận của bạn